|
Demands for tighter tolerances, shorter lead times and more service against a backdrop of scarce skilled extrusion technicians and higher raw material costs are challenging custom extruders to keep up with the needs of their OEM customers.
Despite these hurdles, custom extruders are able to continue to increase sales in a rapidly growing marketplace.
Extrusion companies interviewed by Medical Product Outsourcing say their sales have increased by more than 20% in 2004 and expect revenues to continue to climb at a similar pace over the next couple of years, reflecting the strength of the medical device market.
Key factors to growth, they point out, are increasing outsource practices, a rise in the number of startup OEMs and a stronger economy.
“Last year was a big increase. I think everybody decided to come back to work finally,” said Bob Poirier, vice president of Manchester, NH-based Dunn Industries. OEMs “started to run out of products and decided that [they] needed to come up with new products.”
Some contract manufacturers said that OEMs are emerging from the post- 9/11 economic lag but remain apprehensive in their purchasing habits, perhaps holding just one month of inventory today instead of perhaps two months before.
The attacks on 9/11 “definitely had an impact on some of our customers, but I think the business that dropped off isn’t really coming back in the same way,” said Mike Badera, president of Glen Falls, NY-based Precision Extrusion.
Adding More Services
To keep sales growing at a double-digit pace, custom extrusion companies are adding more services that will maintain long-time customers and gain new ones as well.
Some of the services include tipping, flaring, kneeling, hole punching and project management among others.
“I have a lot customers who ask us to make the tubing and then have it printed on,” said Apur Lathiya, director of marketing for Placentia, CA-based ExtruMed.
He said although his company doesn’t offer printing, it alleviates customers of those burdens by helping to manage them. “It really ties the customer into you, and most people benefit from it.”
Some companies are securing stronger relationships not by adding more services but by expanding the types of custom extrusion in their portfolio.
“The nature of the extrusions or the configurations of the extrusions evolve on an ongoing basis, and we have grown with the evolving nature of the extrusions,” said Tim Steele, president and founder of Jaffrey, NH-based MicroSpec, which is producing extrusions that weren’t even around as recently as five years ago.
Outsourcing Trends
More and more, OEMs are looking to outsource their custom extrusion as they continue to strengthen and concentrate on other aspects of manufacturing medical devices.
“For custom extrusions, they are sending it out because that is not their core business,” said Poirier. “Their core business is producing catheters, and our core is developing processes for extrusion.”
Some OEMs attempt custom extrusion but find it is too time consuming and costly, Steele noted.
Multi-lumen products and complex co-extrusions are typically niche items that are usually not economic to manufacture internally.
Additionally, OEMs often don’t have the expertise to perform the work.
But that’s a problem that haunts both contract manufacturers and their customers.
“You can grow 100% every year if you can train the people, but in custom extrusion, technique is the key to producing a good product,” added Steele. “To train them (custom extrusion technicians) adequately and properly, it takes one and a half to two years.”
Depending on the location of the manufacturing facility, a custom extrusion company may experience a difficult time bringing in quality employees, some manufacturers say.
The situation is “different for each plant,” said Sean Lynn, extrusion manager at the Limerick, Ireland facility of Limerick, PA-based Teleflex. “In an Irish facility, it wouldn’t be such an issue. It is pretty easy still in Ireland to get qualified candidates and people with experience.”
Some companies, especially larger ones, recruit employees from technical schools.
 |
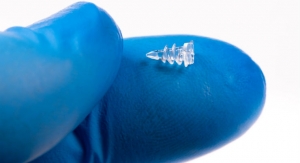
| Despite the push for shorter deadlines for custom extrusion, quality is still at the top of the list for contract manufacturers. Above, a quality control associate at MicroSpec runs an inspection on a part. Photo courtesy of MicroSpec. |
“We’ll get graduate trainees from these colleges and bring them in on an internship basis to train them,” said Richard Brooks, vice president of sales and marketing for Northborough, MA-based Bunzl Extrusion Massachusetts. “We will have our senior engineers start training them and walking them through the process. This really works best for us. You wind up getting a bright kid who just graduated and wants a job.”
Although a trend in contract manufacturing has been suppliers taking over the operations of their customers, many extrusion houses cannot find technicians at customers’ site with enough experience, according to Lathiya.
The reason, Brooks added, is because workers at an OEM operation have less exposure and experience with different types of products and materials.
“In custom extrusion you are almost changing a product every single day, doing different configurations, using different materials and, a lot of times, using different equipment,” added Lathiya. “At an OEM, you might be using the same tubing three out of five days.”
Tolerance Demands
OEMs are continually asking extrusion contract manufacturers for closer and tighter tolerances.
In terms of inner-diameter size, manufacturers are now able to shrink the tolerance to as little as +/-.0002”; most of the processes operate at a tolerance level of +/-.0005”.
“The trend is for tolerances to continuously reduce for the foreseeable future,” said Teleflex’s Lynn.
In terms of the wall thickness, tolerances can go as low as +/-.0001”. Dan Rodriguez, general manager of Ft. Worth, TX-based TexLoc, said the walls of their products can be as thin as .003” with a tolerance of +/-.0005” and an inner diameter of .015”.
He added that the demand is especially strong for thin walls used in catheter construction.
“We are seeing a movement toward thinner walls, but it is getting to a point where you can’t go thinner. There is a point where it just is not manufacturable,” said Lathiya.
Using a Single Source
Some custom extruders said a key to getting the tightest tolerances is for OEMs to commit to one contract manufacturer.
While minimizing wall thickness has always been a constant goal for extruders, ensuring product consistency is increasingly important these days.
With device designers relying on shrinking dimensions to enhance product performance, it’s critical that extrusions are uniform in their construction.
“Companies are now reaching the stage where performance of the end device can be seriously compromised unless the custom extruder has a very solid and consistent process,” Lynn added. “Any custom extruder can supply small quantities of tight-tolerance tubing, which will work well for design work, but to support the manufacture of a device in commercial scale, it’s critical that the custom extruder’s process is robust enough.”
In addition to the demands for tighter tolerances of inner and outer wall dimensions, OEMs are also asking for more products that are kink resistant.
“Everyone’s desire is to have a magic tube,” Badera said. “The big deal these days is that everyone is trying to go smaller: smaller outside diameter while at the same time getting the biggest inside diameter that they can get.”
Shorter Deadlines
Even as tolerances become tighter, the amount of time customers allow for prototype delivery is getting shorter and shorter.
“Just like everybody wants the inside diameter to be bigger than the outside diameter, they want it delivered yesterday,” said Badera. “Everyone’s timeline is being compressed. By the time the design engineers or the purchasing people get their request, they are already behind the eight ball or under the gun to shorten the lead times so there is always a sense of urgency put on every order that comes through the door. ‘We really need this last week’ is a very common phrase.”
Steele called the pressure for shorter lead times as “almost frenetic.”
One of the main factors that can affect the turnaround time of a particular project includes how closely a custom extruder and its OEM customers have worked in the past. Understanding the needs of the customer, its workflow and deadlines can help an extruder develop a prototype more quickly.
Additionally, a product’s cycle time can very much hinge on the intricacy of design.
“People really would love to get it in four weeks,” said Steele. “With a prototype it doesn’t typically happen in that time; realistically it’s six to eight weeks. And depending on the complexity of the extrusion, 10 to 12 weeks is realistic.”
For some contract manufacturers, the lead time has been cut in half over the past few years from three or four weeks to one or two weeks, Lathiya said.
However, extruders say only so much time can be reduce before quality is affected.
OEMs are “always asking to reduce the timelines,” said Jamie Mui, medical product manager of Valley Forge, PA-based Saint Gobain. “We always feel that timelines are pretty critical because the OEM wants to get the product out to the market as fast as possible and get sales generated as soon as possible. We always see the push, but we also stress that getting product out correct the first time is vitally important as well.”
Material Selection
Although the type of raw materials used is forever evolving in custom extrusions, PVC remains the material of choice.
“Without a doubt, PVC has always been the dominant plastic material used in the medical device industry for more than 50 years,” said Brooks, who added that PVC will likely remain the mainstay for medical tubing used in products such as IV bags and gas administration sets for years to come.
One important reason is that PVC offers great elasticity and low cost.
“People are still looking for good replacement for PVC, and the biggest pressure there is the cost to get something that is as inexpensive as PVC,” said Geary Havran, president of St. Petersburg, FL-based NDH Medical. “If the right material comes along, I think [there would be a lot of interest].”
Other materials popular in custom extrusions include thermoplastic elastomers, nylon and polyurethane.
Pricing Dilemma
With plastic costs rising on the recent spikes in oil prices, custom extruders find themselves in a bind. Should they pass on the price increases and risk customers going elsewhere for their extrusion needs or eat the costs?
“Probably, one of the biggest challenges right now is rising raw material costs,” said Brooks. “It is the No. 1 topic on everybody’s mind.
 |
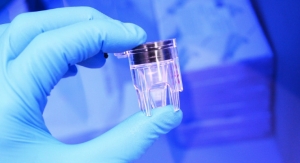
| Custom extruders continue to grow as medical device manufacturers shift more of their extrusion needs to outside vendors. Photo courtesy of Hygenic. |
“They (clients) don’t want to do it (pay higher costs) and it forces them to start benchmarking and shopping my competitors. Hopefully, they’ve been finding out that everybody has been following suit and doing it.”
Some contract manufacturers said that prices have increased upwards of 60% in the past 18 months.
For some custom extrusion companies, almost half of their costs are from raw materials.
In addition to higher costs, contract manufacturers now face an increase in purchase minimums from suppliers.
In the past, Badera said, suppliers were willing to sell a few 50-pound bags to his company to service a custom run.
Now, he added, Precision Extrusion might have to purchase a minimum of 500 or 600 pounds of material, which drives costs higher. As part of the effort to reign in costs, extruders say they are working to increase quality and reduce inspection costs for themselves and customers.
Improvements in “dock-to-stock” efficiencies enable OEMs in some instances to entrust their contract manufacturers to ship directly to distribution warehouses, which reduces labor costs and quality inspection time.
While inspections are still necessary for most shipments from vendors, OEMs are reducing the amount of inspection they must undertake.
“What we ask up front is what criteria they will be using for their incoming inspection,” said Nancy Hunter, product manager of Akron, OH-based Hygenic. “We base our outgoing inspection on the same criteria to make sure that we will meet their requirements every time.”
Understanding what OEM customers look for in their inspection efforts is just one component to establishing an efficient outsourcing relationship.
Communications is Key
Establishing clear, concise communication between the customer and the custom extruder goes a long way in achieving greater efficiency, some contract manufacturers say.
“A key function of a contract manufacturer in this relationship is to ensure that the design is robust and efficient in terms of manufacturability and meets or exceeds customer expectations,” said Teleflex’s Lynn. “The custom extruder should communicate a balanced technical opinion based on knowledge and experience of the process constraints and material properties. Unless there is trust between the two parties, the free exchange of information and ideas essential to a successful outcome will not occur.”
This may mean speaking with clients at least once a month to a couple times a day, he added.
“We are trying to make them understand the issues that we are facing,” added Mui. “If lead times do slip, they understand and are well aware why they are slipping. Sometimes, we are waiting for information on them as well. That is why our weekly communication review is going to be a key for our ongoing success.”
And Eduardo Braga, director of marketing for Orangeburg, SC-based Zeus, said that communication is crucial to not only the contract manufacturer but to the OEM.
“All successful channel partnering initiatives are centered on effective two-way communication. Without it, there is little likelihood that a supply partner can leverage their strengths to improve the OEM’s overall efficiency,” he added.
|