Nigel Syrotuck, Mechanical Engineer, StarFish Medical08.29.18
In electromechanical medical devices, small fasteners are commonly used both internally and externally. Fasteners are an excellent choice for medical devices because of their high strength, known level of risk, available corrosion resistance, and reliable assembly methods. The tips in this article will help designers get the most out of their fasteners to create an affordable, repeatable, and safe medical device.
Though not universally defined, a screw typically goes into a tapped hole, and a bolt goes through a clearance hole into a nut. Nuts, washers, rivets, screws, bolts, etc. are all types of fasteners. In this page, screws with tapped holes or bolts with nuts are discussed.
Why Use a Fastener?
There are many ways to connect to components; although fasteners are extremely common, it’s still worth stopping to decide if they are the right choice. Here are some pros and cons:
Engineering Fundamentals
Understanding how a fastener actually works will enable the most effective design to be reached in the fewest number of iterations. At their most basic level, fasteners work by forcing the ramp of the male-threads against the ramp of the female-threads, creating friction. This friction is maintained at all times by the stretching of the male fastener, which elastically presses the threads together.
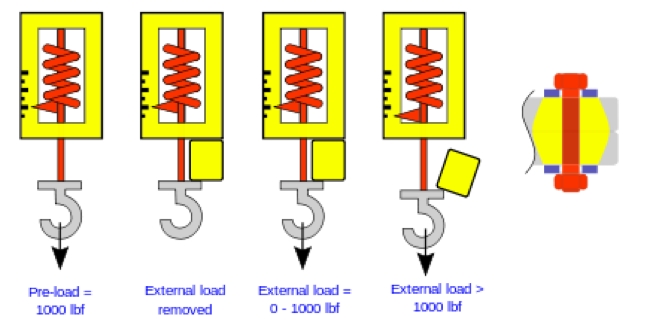
In this image, a preload is used to ensure the two yellow parts remain pressed together under varying loads, ensuring they don't slip.
Pre-loading occurs when a fastener is stretching (i.e., when a fastener is tightened). Two things happen with a pre-loaded part that are essential to understand. First, the fastener is already subject to tension, reducing the amount of additional force that must be applied before failure. Second, the non-fastener part (or parts) are being compressed, decreasing the amount of compression they can bear before failing, but increasing the amount of tension. This is often a good trade-off, as metals typically don't fail in compression as readily as in tension.
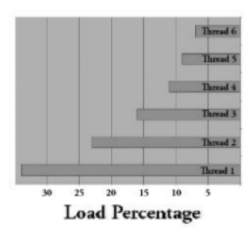
The number of engaged threads is essential to understanding the strength and likely failure mode of a system. It’s helpful to know the first thread in a male stud and the last thread in a female hole are typically not fully formed and are essentially unable to hold any of the load. This is especially true of a standard nut, where the first and last threads are lead-in threads. Fasteners should fail by the head snapping off for torsional loads (though sizes smaller than ¼” or 5mm will typically strip the head socket before snapping off the head (see Chart 1 for more info), and by the head popping off under tension loads. If a fastener is failing due to the threads stripping or shearing off, your design does not have enough threads of engagement. The first few threads of a well-designed mate hold most of the load. After that, more threads don't significantly increase strength (see Load Percentage chart). The number of threads that take significant load varies depending on the stiffness of the material, but a general rule of 5-6 threads of engagement is very effective for tough materials such as steel in steel. Softer materials will benefit from more thread engagement.
Retention (the resistance to loosening) is a self-inherent property of all screws that have been tightened properly, which creates sufficient friction to maintain retention under most circumstances. However, tightening alone is sometimes not effective under intense vibration conditions (such as in Chart 1). Nylon patches, nylon nuts, or slotted/castle nuts are a great way to add retention. Threadlocker is also very good, and flat washers (which increase the friction surface) or double nuts add some retention properties, though take a bit of extra time to install. Certain types of specialized washers also prevent loosening but often have the trade-off of marring the surface of the device—breaking surface coatings and damaging the underlying part—which can present significant risks in medical applications.
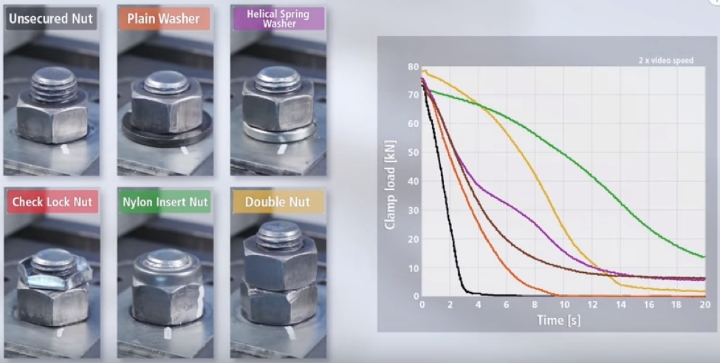
Chart 1: tightening alone is sometimes not effective under intense vibration conditions. Image courtesy of Nord-Lock.
Fastener Style
Fasteners come in a wide variety of styles, each with their unique purposes and advantages.
Choose the largest screw head readily available for strength purposes. Countersunk, button-head, and other smaller-styles are typically used for size-constraint or aesthetic purposes, but they utilize a driver one size smaller than cap-heads. They are therefore more likely to strip at the socket.
Countersunk screws (a.k.a. flat-heads) will naturally locate to the center of their holes, removing the tolerance bands present for cap-heads. For this reason, countersunk screws should be avoided where possible, especially where a screw is part of a pattern.
Self-tapping screws will lose tightness if removed and re-inserted more than two to three times. To create a reliable medical device, a limit to the number of times a self-tapping screw can be installed should be considered in the assembly instructions.
Material
Fastener materials can be vital for many medical applications and should be selected with care. Consider corrosion resistance, strength/wear, electrical properties, magnetic properties, cost, and weight when selecting material.
Steels are the standard choice, with a zinc coating where susceptible to corrosion or “alloy-steel” where strength is paramount and minimal corrosion resistance is needed. Stainless steel is a suitable material choice for most applications and is often used for its biocompatibility properties—though it’s typically weaker and more expensive than steel.
Nylon is a typical non-metal material, useful where electric conduction or magnetic properties are undesirable. They are much weaker, but glass-filled nylon can increase strength at the trade-off of cost and ductility.
Galling occurs when there is friction and adhesion between surfaces of the same or different materials. Aluminum and titanium can be a risk for galling easily, especially when being tapped. Galvanic corrosion isn’t as common in medical devices as naval applications but is still possible when an electrolyte is present between metals with dissimilar anodic indices.
Top Tips for Designing with Fasteners
These will help you design a medical device that works from the first prototype to the last unit in the field.
Whether designing a loadbearing device or a dust-proof enclosure, these tips will help you design the simplest device needed to meet your device requirements without spending extra money on or time installing unnecessary hardware.
Nigel Syrotuck is a mechanical engineer at StarFish Medical. His background includes a diverse project development portfolio including sustainable power solutions, assisted living devices, and nano-satellite design.
Though not universally defined, a screw typically goes into a tapped hole, and a bolt goes through a clearance hole into a nut. Nuts, washers, rivets, screws, bolts, etc. are all types of fasteners. In this page, screws with tapped holes or bolts with nuts are discussed.
Why Use a Fastener?
There are many ways to connect to components; although fasteners are extremely common, it’s still worth stopping to decide if they are the right choice. Here are some pros and cons:
| Advantages of Designing with Fasteners | Disadvantages of Designing with Fasteners |
| Easy to source and design around | Size (relative to options like adhesives) |
| Easy to remove and replace in development | Weight |
| Pre-load can be varied | Size (relative to options like adhesives) |
| Cheap in low and medium volume | Slow to install and often a manual process |
| Repeatable performance | Expensive in high volume |
| Accommodate wide process tolerance bands | Must leave room for tool access |
Engineering Fundamentals
Understanding how a fastener actually works will enable the most effective design to be reached in the fewest number of iterations. At their most basic level, fasteners work by forcing the ramp of the male-threads against the ramp of the female-threads, creating friction. This friction is maintained at all times by the stretching of the male fastener, which elastically presses the threads together.
In this image, a preload is used to ensure the two yellow parts remain pressed together under varying loads, ensuring they don't slip.
Pre-loading occurs when a fastener is stretching (i.e., when a fastener is tightened). Two things happen with a pre-loaded part that are essential to understand. First, the fastener is already subject to tension, reducing the amount of additional force that must be applied before failure. Second, the non-fastener part (or parts) are being compressed, decreasing the amount of compression they can bear before failing, but increasing the amount of tension. This is often a good trade-off, as metals typically don't fail in compression as readily as in tension.
The number of engaged threads is essential to understanding the strength and likely failure mode of a system. It’s helpful to know the first thread in a male stud and the last thread in a female hole are typically not fully formed and are essentially unable to hold any of the load. This is especially true of a standard nut, where the first and last threads are lead-in threads. Fasteners should fail by the head snapping off for torsional loads (though sizes smaller than ¼” or 5mm will typically strip the head socket before snapping off the head (see Chart 1 for more info), and by the head popping off under tension loads. If a fastener is failing due to the threads stripping or shearing off, your design does not have enough threads of engagement. The first few threads of a well-designed mate hold most of the load. After that, more threads don't significantly increase strength (see Load Percentage chart). The number of threads that take significant load varies depending on the stiffness of the material, but a general rule of 5-6 threads of engagement is very effective for tough materials such as steel in steel. Softer materials will benefit from more thread engagement.
Retention (the resistance to loosening) is a self-inherent property of all screws that have been tightened properly, which creates sufficient friction to maintain retention under most circumstances. However, tightening alone is sometimes not effective under intense vibration conditions (such as in Chart 1). Nylon patches, nylon nuts, or slotted/castle nuts are a great way to add retention. Threadlocker is also very good, and flat washers (which increase the friction surface) or double nuts add some retention properties, though take a bit of extra time to install. Certain types of specialized washers also prevent loosening but often have the trade-off of marring the surface of the device—breaking surface coatings and damaging the underlying part—which can present significant risks in medical applications.
Chart 1: tightening alone is sometimes not effective under intense vibration conditions. Image courtesy of Nord-Lock.
Fastener Style
Fasteners come in a wide variety of styles, each with their unique purposes and advantages.
Choose the largest screw head readily available for strength purposes. Countersunk, button-head, and other smaller-styles are typically used for size-constraint or aesthetic purposes, but they utilize a driver one size smaller than cap-heads. They are therefore more likely to strip at the socket.
Countersunk screws (a.k.a. flat-heads) will naturally locate to the center of their holes, removing the tolerance bands present for cap-heads. For this reason, countersunk screws should be avoided where possible, especially where a screw is part of a pattern.
Self-tapping screws will lose tightness if removed and re-inserted more than two to three times. To create a reliable medical device, a limit to the number of times a self-tapping screw can be installed should be considered in the assembly instructions.
Material
Fastener materials can be vital for many medical applications and should be selected with care. Consider corrosion resistance, strength/wear, electrical properties, magnetic properties, cost, and weight when selecting material.
Steels are the standard choice, with a zinc coating where susceptible to corrosion or “alloy-steel” where strength is paramount and minimal corrosion resistance is needed. Stainless steel is a suitable material choice for most applications and is often used for its biocompatibility properties—though it’s typically weaker and more expensive than steel.
Nylon is a typical non-metal material, useful where electric conduction or magnetic properties are undesirable. They are much weaker, but glass-filled nylon can increase strength at the trade-off of cost and ductility.
Galling occurs when there is friction and adhesion between surfaces of the same or different materials. Aluminum and titanium can be a risk for galling easily, especially when being tapped. Galvanic corrosion isn’t as common in medical devices as naval applications but is still possible when an electrolyte is present between metals with dissimilar anodic indices.
Top Tips for Designing with Fasteners
These will help you design a medical device that works from the first prototype to the last unit in the field.
- Tapped holes are best placed at least one diameter of distance from the edge of the material to the major diameter (i.e., two diameters of distance from the center to the edge).
- For wrench or driver access, always leave as much room as possible, as well as hand access.
- Slotted screw heads can be undone by almost anyone with some change in their pocket, and should be avoided to prevent dangerous self-maintenance and unnecessary risk.
- The same fasteners should be used throughout the assembly to save time and cost.
Whether designing a loadbearing device or a dust-proof enclosure, these tips will help you design the simplest device needed to meet your device requirements without spending extra money on or time installing unnecessary hardware.
Nigel Syrotuck is a mechanical engineer at StarFish Medical. His background includes a diverse project development portfolio including sustainable power solutions, assisted living devices, and nano-satellite design.















