
Mark Crawford, Contributing Writer10.09.19
One of the most innovative and rapidly advancing fields in medical device manufacturing is extrusion. This science is evolving at a swift pace to keep up with the increasing complexity of medical devices and the needs of surgical teams. For example, more medical procedures are utilizing catheters as delivery systems, which often require enhanced tubing characteristics such as multiple durometers, deflection capability, and steerability. Today extruders can create tubing with an interior-diameter (ID) size in the 35- to 50-micron range with high precision.
New equipment continues to roll out that makes smaller parts with very tight tolerances, exercising levels of control and capability far beyond what was possible just a few years ago. Off-the-shelf tooling is available in smaller and smaller sizes. Even with the widespread push for smaller tubing, a growing number of original equipment manufacturers (OEMs) also want larger thick-walled tubing, which can make it a challenge to find extruding equipment that meets such a wide range of tubing specifications.
In addition, online measurement technologies are now highly robust and capable of measuring smaller sizes and with greater accuracy, compared to previous generations of equipment. Improved materials continue to come into the market, often with new polyvinyl chloride (PVC) plasticizers or alternate materials for PVC applications. Many OEMs try to produce their own tubing in-house to save money and time. This works for basic tubing needs; however, for more challenging projects, OEMs tend to turn to their extrusion partners for solutions, expecting them to have the equipment, know-how, and patience to turn these more complex designs into reality, complete with very tight tolerances.
“With the acquisition of many extrusion houses into larger corporations, it seems many companies are trying to make all their own tubing,” said Tyler Ware, owner and president of GenX Medical, a Chattanooga, Tenn.-based provider of custom medical tubing. “When they outsource the job, it typically means they cannot make it internally due to difficulties, whether it is the material, process, or both.”
As busy OEMs make smaller and more complex products, often from advanced or sensitive materials, they begin to realize they do not have the internal resources to stay current with the rapid changes happening in extrusion science; they then decide that co-development and concurrent engineering with trusted extruders is the most efficient approach for streamlining product development and getting cutting-edge products to market faster.
Latest Trends
Medical device manufacturers (MDMs) have increasingly complex extrusion needs that require very precise dimensional, material, and design specifications. They often work closely with extrusion partners to fully understand product manufacturability and develop innovative and/or custom extrusion solutions. Sometimes this requires an approach that is even completely new to the industry. OEMs also want shorter development timelines—even though their products are more complex and take longer to make. For example, smaller devices for less-invasive surgical procedures (such as neurovascular) challenge traditional extrusion technologies and require very tight tolerances. “This especially impacts extrusion braiding and reflow technology for microbore reinforcement tubing,” said Adam Nadeau, research and development manager of the medical, filtration, and electronics division for Saint-Gobain Performance Plastics, a Northborough, Mass.-based manufacturer of high-performance tubing for the medical industry. “Examples are paste extrusion of ultra-thin wall polytetrafluoroethylene [PTFE] liner [0.0005 inches and thinner], braiding with very thin wires to reduce overall wall thickness, and extrusion of thin-wall jacket layers, which are key components in neurovascular catheters.”
Extrusion equipment continues to advance to meet these challenging design specifications. Gears and motors are becoming more precise and “screw design and barrel metallurgy have improved tremendously,” said Sharan Thathand, engineering manager for Fluortek, an Easton, Pa.-based provider of medical tubing, medical heat-shrink tubing, and medical fluoropolymer and thermoplastic compounding. “Controls have also seen remarkable advancements. For example, the back panel of the extruder has become increasingly complex, while the human-machine interface is friendlier than ever.”
Even though medical device news seems to focus on smaller tubing and tighter tolerances, there is also a trend heading in the opposite direction. “Many of our customers are requiring outside diameters of up to 0.5 inches or more, while wanting to maintain relatively thin walls,” said Ware. Wider tubing is often used to enhance device functionality by increasing capacity for more lumens, wiring, and other components.
Across the industry, there has been increased interest in vendor consolidation as the “make versus buy” decision “drives more OEMs to evaluate their supply chains,” said Christian Herrild, director of growth strategies for Teel Plastics, a Baraboo, Wis.-based manufacturer of medical tubing and provider of assembly and development services. “This has resulted in some renewed interest in asking companies like Teel, that focus on highly specialized applications, to review products that are more on the commodity end. The OEM trend seems to be moving away from having a large number of niche vendors.”
What OEMs Want
Quality, speed, and cost are at the top of the OEM list. Maintaining a quality management system that conforms to international standards, such as ISO 13485:2016, is a “must” for MDMs and their contract manufacturers. They want their extruders to consistently meet tight dimensional specifications such as tubing outer diameters (OD), inner diameter (ID), wall, concentricity, and ovality. They also want the equipment and inspection data that is used to certify their products. “OEMs want to know you have specific data backing the quality of each part or each spool, instead of just a statistical sampling plan,” said Herrild. “We are accommodating these requests by expanding our online gauging system and upgrading our software.”
“OEMs want their product on time, manufactured to their specifications, and delivered with exceptional quality,” added Matt Carchidi, vice president of operations for GenX Medical. “The extrusions and supporting documentation must be correct and accurate when it enters their facility.”
OEMs strive for consistent extrusions, which becomes more challenging as tubing gets smaller and thinner, with tighter tolerances. “Most of our customers secondary process our tubes, so consistent tubes mean minimum process adjustments on their end,” said Thathand. “The specifications are becoming narrower by the day, which imposes new challenge on extruders. At Fluortek, we have successfully achieved extruding dimensions to less than a ±0.0005-inch tolerance.”
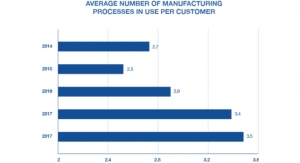
OEMs are leaning more on single suppliers to extrude various polymer materials—not just for their expertise, such as guidance on material selection, but to shorten their supply chains and speed time to market. “There is an increasing trend for OEMs to seek out a supplier that is capable to provide not only tubing but also value-added secondary processes,” said Nadeau. “This includes processes such as tipping, overmolding, bonding, drilling/skiving, printing, coating, braiding, and reflow.”
New Technology Trends
Extrusion technologies continue to advance. Tubing can be produced with thermoplastic jackets in a variety of materials, including Pebaxes, nylons, and urethanes. Braid and/or coil reinforcements can be embedded within the walls of tubes to add strength and meet specific burst-pressure requirements. Tubing solutions are increasingly customized with very tight tolerances—for example, some manufacturing techniques can achieve ±0.00025-inch tolerances on outer diameters.
When it comes to multi-lumen extrusion for R&D purposes, OEMs look for a combination of price, speed, and functionality. Multi-lumen extrusion is a mixture of art and science, especially as devices become more challenging to make. “It not only takes time to design and manufacture the tooling, but it may take several different iterations of tooling sets to manufacture the tubing exactly to the customer’s specification,” said Ware. “When our OEMs contact us for quick delivery multi-lumen designs, we can provide the research and development needed to cut down on cost and lead time, while still providing a product that is functional for testing, even though it may not be exactly to the specified dimensions.”
MicroLumen, an Oldsmar, Fla.-based custom manufacturer of high-performance medical tubing, makes tubing using a non-extrusion process. The technology consists of coating very thin layers of liquid polymer over a wire in a continuous process; the wire is then removed to produce a tube. This method can hold very tight tolerances on the ID and wall thickness. It can also be used to construct tubing with multiple material layers, including braid and coil reinforcement.
“Most of what we produce has a wall thickness less than 0.005 inches,” said Caroline Liberti, applications engineer for MicroLumen. “We produce tubes that have as many as four material layers in a wall as thin as 0.0025 inches. In general, we can hold tolerances of ±0.00025 inches on the wall thickness or ±0.0005 inches on the OD.”
Teel Plastics’ smallest commercial part is 0.027 inches OD with walls of 0.002 inches with tolerances that are 0.0004 inches. “The customer for this product needs extreme consistency, so we are running continuous OD and wall gauging online,” said Herrild. The data is then transferred electronically to an internal quality system that matches the exact footage on a part with the output from the online gauging when the part was produced. “We run with a 1.33+Cpk and stop saving when parts go out of specification, which is rare since we can see it coming and make adjustments,” he added.
OEMs are also requesting more precise lengths. Teel recently purchased a custom-built cutter that can hold tolerances as tight as ±0.002 in length at the line for parts from 3.0 to 6.5 inches in total length. “Developing the equipment was an iterative process with our equipment vendor and our engineering team,” said Herrild. “The key was using independent servos for everything that could talk to each other for syncing. We have ordered more and plan to make this equipment standard for all of our medical products.”
Maintaining tubing quality and consistency with such tight tolerance requirements necessitates advanced inspection systems. “Quality inspection has escalated to another level,” said Thathand. “Laser measurement systems, which integrate with downstream processes, eliminate the collection of parts that are not in specification. Adding to that, camera vision systems are being used in-line which have advanced 360-degree surface defect detection capability, which also integrates with the downstream equipment to segregate bad parts. The industry continues to move toward a foolproof system with the least amount of human interaction as possible.”
Industry 4.0
Extruders are becoming accustomed to the constant demand for higher performance, smaller sizes, faster turnaround, longer lifecycle, reduced cost, traceability, and verification/validation. MDMs count on them to turn all their designs into commercial successes by pushing the limits of tubing technology—all while keeping costs down.
There is, however, a limit to what tubing suppliers can provide with current materials and technologies. The best way to stay on the leading edge of technology, material science, and best practices—and to keep costs down—is to embrace Industry 4.0. Industry 4.0 is the digitization of manufacturing. Hundreds of sensors embedded in the manufacturing equipment measure, store, and transmit data that can be used to streamline operations.
“Implementation of sensors on the extrusion line and connecting sensors and equipment through a Supervisory Control and Data Acquisition (SCADA) system allows for faster process development, faster start-up, and improved precision/quality,” said Nadeau.
Teel Plastics has a full-time programmer on staff who works with internal teams to make Industry 4.0 and the Internet of Things (IoT) a reality on the manufacturing floor. “We have systems now that will interact with around 70 percent of the equipment on the floor,” said Herrild. “We can push instructions and gather data to just about everything in the facility with a programmable logic controller. This enables us to push set-up parameters to a line remotely, gather data on what every piece of equipment on the line is doing, predict run time and material usage, and allow engineers to check in on how a job is running from their desks.”
Automation is a key part of Industry 4.0 and essential for today’s extrusion technology, especially with the sharp OEM focus on tight tolerances. Even the tiniest fluctuations in machine operation can put tubing out of tolerance—a risk that is minimized or even eliminated with automation.
“The latest extruders are equipped with closed-loop programs which integrate with downstream equipment like the puller/cutter and laser measurement system,” said Thathand. “This integration makes the extruder intelligent enough to change the speeds to maintain the product dimensions. This also helps sorting the bad parts from the good. With advancements in controls, data collection has become a key aspect. Data collection is not only useful to study the process, but also helps to troubleshoot. With the increasing regulatory demands, process validations are a must. With data collection capabilities, validations are more accurate and hassle-free.”
Teel Plastics continues to automate as many processes as possible. Herrild notes the payback was subtle at first, but now has “game-changing” impacts on their extrusion processes. “We can now easily see problems on jobs prior to closing a work order,” he said. “We can track exactly how a line was set up, and by whom, and who validated it. We have fewer issues with things not at optimized set points. This drives correction instead of reaction and we are seeing scrap rates fall across the plant. In fact, we found issues we never knew we had because they were invisible when data was not in real time. Once you get started on the road to Industry. 4.0, the benefits are so obvious there is no turning back.”
Additive manufacturing (AM), another key Industry 4.0 technology, has not yet had significant impact on making tubing itself. However, some extruders use AM to make prototypes and speed up the design process. For example, AM can be useful in making mock-ups of fittings, tooling, fixtures, molds, and mating parts that help maximize the extrusion process.
“We have also used 3D printing to design some gauges for smarter and more convenient quality inspection methods,” said Thathand. “Extrusion tooling has never been this precise and I have yet to see a 3D printer—metal or plastic—that can hold a tolerance of ±0.0005 inches.”
Moving Forward
Extrusion technology continues to advance rapidly to match the demand for smaller and thinner tubes that can accommodate more lumens to provide multiple functions. Achieving super-thin walls pushes the limits of tubing technology and repeatability—for example, inner wall linings can be a few thousandths of an inch thick. Walls must also be strong enough to meet pressure testing and manufacturing repeatability requirements, which often requires customized reinforcement. Material transition tubes, in which one material transitions to another over the length of the tube, are carefully designed to have different mechanical properties at specific points along the tube. Highly engineered materials have very specific physical parameters; tubing can also be designed to protect light-sensitive solutions and sensitive pharmaceutical ingredients.
Although many OEMs have their own extrusion houses, they also recognize their knowledge and technology limitations for challenging products; they therefore outsource these to trusted, vertically integrated extruders in their supply chains that can perform other tubing-related duties, including material selection. “Some OEMs may not quite understand that there are many different types and grades of polymer materials available for their product—especially for some new products in development stage,” said Nadeau. “Therefore, some alternative polymers might be able to meet their product requirements with advantages of easy-process and price.”
As tubing and wall thickness requirements continue to get smaller, quality systems and measurement technologies must also keep pace, such as X-ray OD/wall measuring/control systems for smaller-sized medical tubing. Although current X-ray technology is easier to use than ultrasonic systems for measurement, it is not accurate enough to reliably measure smaller sized tubing. Another challenge is measuring inline OD and wall thickness on multi-lumen tubing.
Regardless of the challenge, extruders are confident they have the technologies and the know-how to come up with innovative, even one-of-a-kind solutions.
“Never be afraid to design,” said Liberti. “Our job is to find solutions to design challenges. We are always willing to try new things and apply our knowledge and experience to new approaches. We aren’t afraid to be creative when solving a design problem and we don’t want our customers to be afraid to ask. We enthusiastically work closely with our customers and consider our relationships as partnerships.”
As OEMs continue to make products that push the envelope of extrusion technology and go beyond the limits of their own internal expertise, they are more willing to form collaborative teams with extruding engineers and take to heart their advice regarding manufacturability.
Herrild believes this a good sign because OEMs are letting go of outdated perceptions from the past.
“Customers think something can’t be done with extrusion because it couldn’t be done 10 years ago,” he said. “Everything has changed in that period. Parts are more precise. Equipment is better. Controls are more sophisticated. Sensors are more capable. Materials exist now that didn’t exist last year, let alone 10 years ago. If you haven’t tried to do something with extrusion recently, talk to your supply base—you will be amazed by what they can offer.”
The best (and simplest) way to make the extrusion process as cost-efficient and successful as possible, stressed Ware, is to maintain open communication between the OEM designer and extrusion house, especially regarding the end use for the tube and how it is expected to perform. “Many times, we just make what is asked for without knowing the final use,” said Ware. “When we can have a discussion with the designer before we make the tubing, chances are we can improve the extrusion process, as well as the performance of the tubing in its end-use application.”
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books.
New equipment continues to roll out that makes smaller parts with very tight tolerances, exercising levels of control and capability far beyond what was possible just a few years ago. Off-the-shelf tooling is available in smaller and smaller sizes. Even with the widespread push for smaller tubing, a growing number of original equipment manufacturers (OEMs) also want larger thick-walled tubing, which can make it a challenge to find extruding equipment that meets such a wide range of tubing specifications.
In addition, online measurement technologies are now highly robust and capable of measuring smaller sizes and with greater accuracy, compared to previous generations of equipment. Improved materials continue to come into the market, often with new polyvinyl chloride (PVC) plasticizers or alternate materials for PVC applications. Many OEMs try to produce their own tubing in-house to save money and time. This works for basic tubing needs; however, for more challenging projects, OEMs tend to turn to their extrusion partners for solutions, expecting them to have the equipment, know-how, and patience to turn these more complex designs into reality, complete with very tight tolerances.
“With the acquisition of many extrusion houses into larger corporations, it seems many companies are trying to make all their own tubing,” said Tyler Ware, owner and president of GenX Medical, a Chattanooga, Tenn.-based provider of custom medical tubing. “When they outsource the job, it typically means they cannot make it internally due to difficulties, whether it is the material, process, or both.”
As busy OEMs make smaller and more complex products, often from advanced or sensitive materials, they begin to realize they do not have the internal resources to stay current with the rapid changes happening in extrusion science; they then decide that co-development and concurrent engineering with trusted extruders is the most efficient approach for streamlining product development and getting cutting-edge products to market faster.
Latest Trends
Medical device manufacturers (MDMs) have increasingly complex extrusion needs that require very precise dimensional, material, and design specifications. They often work closely with extrusion partners to fully understand product manufacturability and develop innovative and/or custom extrusion solutions. Sometimes this requires an approach that is even completely new to the industry. OEMs also want shorter development timelines—even though their products are more complex and take longer to make. For example, smaller devices for less-invasive surgical procedures (such as neurovascular) challenge traditional extrusion technologies and require very tight tolerances. “This especially impacts extrusion braiding and reflow technology for microbore reinforcement tubing,” said Adam Nadeau, research and development manager of the medical, filtration, and electronics division for Saint-Gobain Performance Plastics, a Northborough, Mass.-based manufacturer of high-performance tubing for the medical industry. “Examples are paste extrusion of ultra-thin wall polytetrafluoroethylene [PTFE] liner [0.0005 inches and thinner], braiding with very thin wires to reduce overall wall thickness, and extrusion of thin-wall jacket layers, which are key components in neurovascular catheters.”
Extrusion equipment continues to advance to meet these challenging design specifications. Gears and motors are becoming more precise and “screw design and barrel metallurgy have improved tremendously,” said Sharan Thathand, engineering manager for Fluortek, an Easton, Pa.-based provider of medical tubing, medical heat-shrink tubing, and medical fluoropolymer and thermoplastic compounding. “Controls have also seen remarkable advancements. For example, the back panel of the extruder has become increasingly complex, while the human-machine interface is friendlier than ever.”
Even though medical device news seems to focus on smaller tubing and tighter tolerances, there is also a trend heading in the opposite direction. “Many of our customers are requiring outside diameters of up to 0.5 inches or more, while wanting to maintain relatively thin walls,” said Ware. Wider tubing is often used to enhance device functionality by increasing capacity for more lumens, wiring, and other components.
Across the industry, there has been increased interest in vendor consolidation as the “make versus buy” decision “drives more OEMs to evaluate their supply chains,” said Christian Herrild, director of growth strategies for Teel Plastics, a Baraboo, Wis.-based manufacturer of medical tubing and provider of assembly and development services. “This has resulted in some renewed interest in asking companies like Teel, that focus on highly specialized applications, to review products that are more on the commodity end. The OEM trend seems to be moving away from having a large number of niche vendors.”
What OEMs Want
Quality, speed, and cost are at the top of the OEM list. Maintaining a quality management system that conforms to international standards, such as ISO 13485:2016, is a “must” for MDMs and their contract manufacturers. They want their extruders to consistently meet tight dimensional specifications such as tubing outer diameters (OD), inner diameter (ID), wall, concentricity, and ovality. They also want the equipment and inspection data that is used to certify their products. “OEMs want to know you have specific data backing the quality of each part or each spool, instead of just a statistical sampling plan,” said Herrild. “We are accommodating these requests by expanding our online gauging system and upgrading our software.”
“OEMs want their product on time, manufactured to their specifications, and delivered with exceptional quality,” added Matt Carchidi, vice president of operations for GenX Medical. “The extrusions and supporting documentation must be correct and accurate when it enters their facility.”
OEMs strive for consistent extrusions, which becomes more challenging as tubing gets smaller and thinner, with tighter tolerances. “Most of our customers secondary process our tubes, so consistent tubes mean minimum process adjustments on their end,” said Thathand. “The specifications are becoming narrower by the day, which imposes new challenge on extruders. At Fluortek, we have successfully achieved extruding dimensions to less than a ±0.0005-inch tolerance.”
OEMs are leaning more on single suppliers to extrude various polymer materials—not just for their expertise, such as guidance on material selection, but to shorten their supply chains and speed time to market. “There is an increasing trend for OEMs to seek out a supplier that is capable to provide not only tubing but also value-added secondary processes,” said Nadeau. “This includes processes such as tipping, overmolding, bonding, drilling/skiving, printing, coating, braiding, and reflow.”
New Technology Trends
Extrusion technologies continue to advance. Tubing can be produced with thermoplastic jackets in a variety of materials, including Pebaxes, nylons, and urethanes. Braid and/or coil reinforcements can be embedded within the walls of tubes to add strength and meet specific burst-pressure requirements. Tubing solutions are increasingly customized with very tight tolerances—for example, some manufacturing techniques can achieve ±0.00025-inch tolerances on outer diameters.
When it comes to multi-lumen extrusion for R&D purposes, OEMs look for a combination of price, speed, and functionality. Multi-lumen extrusion is a mixture of art and science, especially as devices become more challenging to make. “It not only takes time to design and manufacture the tooling, but it may take several different iterations of tooling sets to manufacture the tubing exactly to the customer’s specification,” said Ware. “When our OEMs contact us for quick delivery multi-lumen designs, we can provide the research and development needed to cut down on cost and lead time, while still providing a product that is functional for testing, even though it may not be exactly to the specified dimensions.”
MicroLumen, an Oldsmar, Fla.-based custom manufacturer of high-performance medical tubing, makes tubing using a non-extrusion process. The technology consists of coating very thin layers of liquid polymer over a wire in a continuous process; the wire is then removed to produce a tube. This method can hold very tight tolerances on the ID and wall thickness. It can also be used to construct tubing with multiple material layers, including braid and coil reinforcement.
“Most of what we produce has a wall thickness less than 0.005 inches,” said Caroline Liberti, applications engineer for MicroLumen. “We produce tubes that have as many as four material layers in a wall as thin as 0.0025 inches. In general, we can hold tolerances of ±0.00025 inches on the wall thickness or ±0.0005 inches on the OD.”
Teel Plastics’ smallest commercial part is 0.027 inches OD with walls of 0.002 inches with tolerances that are 0.0004 inches. “The customer for this product needs extreme consistency, so we are running continuous OD and wall gauging online,” said Herrild. The data is then transferred electronically to an internal quality system that matches the exact footage on a part with the output from the online gauging when the part was produced. “We run with a 1.33+Cpk and stop saving when parts go out of specification, which is rare since we can see it coming and make adjustments,” he added.
OEMs are also requesting more precise lengths. Teel recently purchased a custom-built cutter that can hold tolerances as tight as ±0.002 in length at the line for parts from 3.0 to 6.5 inches in total length. “Developing the equipment was an iterative process with our equipment vendor and our engineering team,” said Herrild. “The key was using independent servos for everything that could talk to each other for syncing. We have ordered more and plan to make this equipment standard for all of our medical products.”
Maintaining tubing quality and consistency with such tight tolerance requirements necessitates advanced inspection systems. “Quality inspection has escalated to another level,” said Thathand. “Laser measurement systems, which integrate with downstream processes, eliminate the collection of parts that are not in specification. Adding to that, camera vision systems are being used in-line which have advanced 360-degree surface defect detection capability, which also integrates with the downstream equipment to segregate bad parts. The industry continues to move toward a foolproof system with the least amount of human interaction as possible.”
Industry 4.0
Extruders are becoming accustomed to the constant demand for higher performance, smaller sizes, faster turnaround, longer lifecycle, reduced cost, traceability, and verification/validation. MDMs count on them to turn all their designs into commercial successes by pushing the limits of tubing technology—all while keeping costs down.
There is, however, a limit to what tubing suppliers can provide with current materials and technologies. The best way to stay on the leading edge of technology, material science, and best practices—and to keep costs down—is to embrace Industry 4.0. Industry 4.0 is the digitization of manufacturing. Hundreds of sensors embedded in the manufacturing equipment measure, store, and transmit data that can be used to streamline operations.
“Implementation of sensors on the extrusion line and connecting sensors and equipment through a Supervisory Control and Data Acquisition (SCADA) system allows for faster process development, faster start-up, and improved precision/quality,” said Nadeau.
Teel Plastics has a full-time programmer on staff who works with internal teams to make Industry 4.0 and the Internet of Things (IoT) a reality on the manufacturing floor. “We have systems now that will interact with around 70 percent of the equipment on the floor,” said Herrild. “We can push instructions and gather data to just about everything in the facility with a programmable logic controller. This enables us to push set-up parameters to a line remotely, gather data on what every piece of equipment on the line is doing, predict run time and material usage, and allow engineers to check in on how a job is running from their desks.”
Automation is a key part of Industry 4.0 and essential for today’s extrusion technology, especially with the sharp OEM focus on tight tolerances. Even the tiniest fluctuations in machine operation can put tubing out of tolerance—a risk that is minimized or even eliminated with automation.
“The latest extruders are equipped with closed-loop programs which integrate with downstream equipment like the puller/cutter and laser measurement system,” said Thathand. “This integration makes the extruder intelligent enough to change the speeds to maintain the product dimensions. This also helps sorting the bad parts from the good. With advancements in controls, data collection has become a key aspect. Data collection is not only useful to study the process, but also helps to troubleshoot. With the increasing regulatory demands, process validations are a must. With data collection capabilities, validations are more accurate and hassle-free.”
Teel Plastics continues to automate as many processes as possible. Herrild notes the payback was subtle at first, but now has “game-changing” impacts on their extrusion processes. “We can now easily see problems on jobs prior to closing a work order,” he said. “We can track exactly how a line was set up, and by whom, and who validated it. We have fewer issues with things not at optimized set points. This drives correction instead of reaction and we are seeing scrap rates fall across the plant. In fact, we found issues we never knew we had because they were invisible when data was not in real time. Once you get started on the road to Industry. 4.0, the benefits are so obvious there is no turning back.”
Additive manufacturing (AM), another key Industry 4.0 technology, has not yet had significant impact on making tubing itself. However, some extruders use AM to make prototypes and speed up the design process. For example, AM can be useful in making mock-ups of fittings, tooling, fixtures, molds, and mating parts that help maximize the extrusion process.
“We have also used 3D printing to design some gauges for smarter and more convenient quality inspection methods,” said Thathand. “Extrusion tooling has never been this precise and I have yet to see a 3D printer—metal or plastic—that can hold a tolerance of ±0.0005 inches.”
Moving Forward
Extrusion technology continues to advance rapidly to match the demand for smaller and thinner tubes that can accommodate more lumens to provide multiple functions. Achieving super-thin walls pushes the limits of tubing technology and repeatability—for example, inner wall linings can be a few thousandths of an inch thick. Walls must also be strong enough to meet pressure testing and manufacturing repeatability requirements, which often requires customized reinforcement. Material transition tubes, in which one material transitions to another over the length of the tube, are carefully designed to have different mechanical properties at specific points along the tube. Highly engineered materials have very specific physical parameters; tubing can also be designed to protect light-sensitive solutions and sensitive pharmaceutical ingredients.
Although many OEMs have their own extrusion houses, they also recognize their knowledge and technology limitations for challenging products; they therefore outsource these to trusted, vertically integrated extruders in their supply chains that can perform other tubing-related duties, including material selection. “Some OEMs may not quite understand that there are many different types and grades of polymer materials available for their product—especially for some new products in development stage,” said Nadeau. “Therefore, some alternative polymers might be able to meet their product requirements with advantages of easy-process and price.”
As tubing and wall thickness requirements continue to get smaller, quality systems and measurement technologies must also keep pace, such as X-ray OD/wall measuring/control systems for smaller-sized medical tubing. Although current X-ray technology is easier to use than ultrasonic systems for measurement, it is not accurate enough to reliably measure smaller sized tubing. Another challenge is measuring inline OD and wall thickness on multi-lumen tubing.
Regardless of the challenge, extruders are confident they have the technologies and the know-how to come up with innovative, even one-of-a-kind solutions.
“Never be afraid to design,” said Liberti. “Our job is to find solutions to design challenges. We are always willing to try new things and apply our knowledge and experience to new approaches. We aren’t afraid to be creative when solving a design problem and we don’t want our customers to be afraid to ask. We enthusiastically work closely with our customers and consider our relationships as partnerships.”
As OEMs continue to make products that push the envelope of extrusion technology and go beyond the limits of their own internal expertise, they are more willing to form collaborative teams with extruding engineers and take to heart their advice regarding manufacturability.
Herrild believes this a good sign because OEMs are letting go of outdated perceptions from the past.
“Customers think something can’t be done with extrusion because it couldn’t be done 10 years ago,” he said. “Everything has changed in that period. Parts are more precise. Equipment is better. Controls are more sophisticated. Sensors are more capable. Materials exist now that didn’t exist last year, let alone 10 years ago. If you haven’t tried to do something with extrusion recently, talk to your supply base—you will be amazed by what they can offer.”
The best (and simplest) way to make the extrusion process as cost-efficient and successful as possible, stressed Ware, is to maintain open communication between the OEM designer and extrusion house, especially regarding the end use for the tube and how it is expected to perform. “Many times, we just make what is asked for without knowing the final use,” said Ware. “When we can have a discussion with the designer before we make the tubing, chances are we can improve the extrusion process, as well as the performance of the tubing in its end-use application.”
Mark Crawford is a full-time freelance business and marketing/communications writer based in Madison, Wis. His clients range from startups to global manufacturing leaders. He also writes a variety of feature articles for regional and national publications and is the author of five books.