
Markus Stier, Product Manager, Marketing & Sales, Raumedic10.06.17
Cardiovascular disorders are some of the most common lifestyle diseases. They are usually caused by the build-up of plaque in the arteries, which can impede the blood flow or even prevent it in the worst-case scenario. Angiography is a diagnostic technique that enables constricted or clogged blood vessels to be detected at an early stage.
Medical high-pressure tubing plays a vital role in diagnostics. They transport the contrast agent into the patient’s vessels under extreme pressure. Circulatory disorders and vascular occlusions can then be diagnosed reliably on an angiogram.
To enable optimum imaging, medical high-pressure tubing must, above all, be able to withstand powerful injection of the contrast medium, yet also be very flexible and, at the same time, kink-resistant. However, these two apparently conflicting requirements can be reconciled using extrusion methods.
“The tricky thing about developing tubing for high-pressure injections is to ensure strong pressure resistance, coupled with flexibility,” said Jürgen Bloss, project manager and in charge of the still young Raumedic plant in Mills River, N.C. “As the name suggests, high-pressure tubing must be able to withstand extreme internal pressure, yet still be flexible so as to compensate well for external influences.” That makes it easier for physicians to use them and conduct examinations, added Bloss, who, as project manager, deals with questions relating to applications technology.
Monofilament Braiding for the Highest Demands
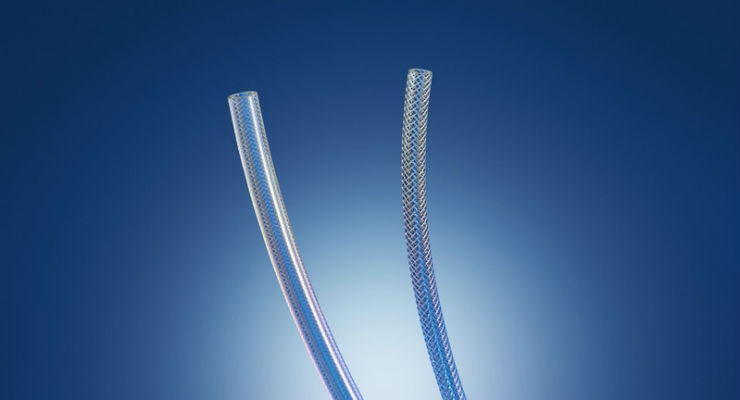
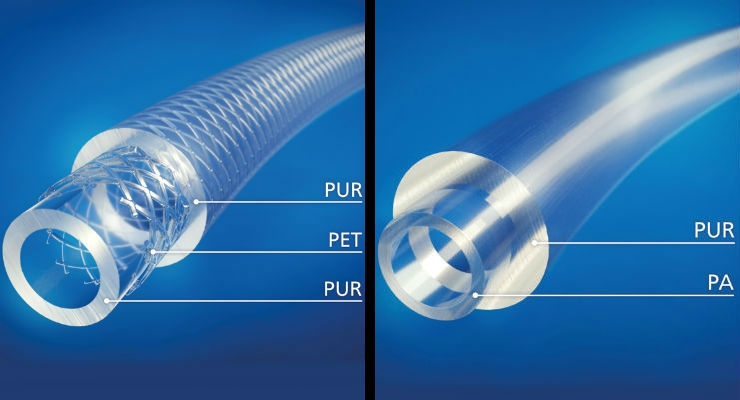
The best properties of two plastics are united in the truest sense of the word in braided tubing. A monofilament made of polyester, for example, is embedded in a tubing of transparent polyurethane to create a final product that is extremely pressure-resistant, flexible, and kink-resistant.
The trend toward individualization continues, which is also true of components like tubing. This is due to more and more manufacturers of medical products wanting to secure genuine, unique selling points. As a result, there is great market potential if customers can define the color and density of the braiding. That offers a visual means of differentiating the tubing for various applications and also enables producers to influence the tubing’s transparency during further processing—a crucial factor to later detect any air bubbles and also keep an eye on the contrast medium.
High Transparency Thanks to Coextrusion
In coextruded, high-pressure tubing, an inner layer made of polyamide can be used to absorb pressure instead of the braiding. The outer layer usually consists of thermoplastic polyurethane. In this more cost-effective, multilayer variant, the two polymer layers are coextruded in a single production process. Since there is no braiding, the material is especially transparent and ideal for enabling the flow rate to be measured and air bubbles to be detected.
Individuality Is What Counts
The more special a customer’s wishes are, the more difficult it often is to give a hard-and-fast statement on the end product’s physical behavior. If an experienced development partner is on board, it knows even before prototyping what impact customized product specifications will have on the tubing’s pressure resistance and flexibility.
Constructors and product designers focus on the functional and geometrical options available and conduct static and dynamic stress analyses. They also design and simulate associated tools. The final result is a customer-specific product meeting the desired requirements.
Spooled Products Enable Efficiency
Cost-effective further processing of medical tubing often plays an important role. In order to produce tubing sets for high-pressure applications efficiently, it may be an advantage if the tubing is wound on spools.
Customers can then cut it to the desired length for further processing. That not only means far less waste than with tubing in cut lengths, but also makes handling logistics for the products easier. Anyone who, nevertheless, prefers cut lengths should clarify that with their manufacturer early on.
Attachment of Connectors
The aspect of connectivity is also important for further processing of the high-pressure tubing. Manufacturers of medical products should be able to glue various connectors using suitable solvent-based and reactive adhesives or insert them directly onto the tubing by injection molding.
Jürgen Bloss offered a special tip for fabrication, “If the connectors are glued to the tubing’s cut surface, there must always be a glue joint to ensure ideal bonding.” In addition, the end face of the braiding must be protected against direct pressure. That can also be ensured by the connector’s design or by applying a UV adhesive over the entire cut surface, which prevents the tubing from distending when it undergoes subsequent pressure and leak testing.
Safety—Thanks to International Testing Standards
Whether braided or coextruded, the physical behavior of each tubing variant under extreme pressure and its biological-toxicological properties must be tested in compliance with applicable standards. For example, the pressure test based on the standard ASTM D1599 method should confirm that the high-pressure tubing can withstand an internal pressure of at least 1,200 psi. In addition, the tubing manufacturer should ensure that regular cytotoxicity, hemolysis, and endotoxin tests are carried out.
Markus Stier has worked as product manager marketing & sales in the tubing business unit at Raumedic in Helmbrechts, Germany, since 2016. He is the contact person for general customer matters. Raumedic produces high-pressure tubing under cleanroom conditions (ISO class 7) in its Mills River, N.C. facility and at its headquarters in Germany.
Medical high-pressure tubing plays a vital role in diagnostics. They transport the contrast agent into the patient’s vessels under extreme pressure. Circulatory disorders and vascular occlusions can then be diagnosed reliably on an angiogram.
To enable optimum imaging, medical high-pressure tubing must, above all, be able to withstand powerful injection of the contrast medium, yet also be very flexible and, at the same time, kink-resistant. However, these two apparently conflicting requirements can be reconciled using extrusion methods.
“The tricky thing about developing tubing for high-pressure injections is to ensure strong pressure resistance, coupled with flexibility,” said Jürgen Bloss, project manager and in charge of the still young Raumedic plant in Mills River, N.C. “As the name suggests, high-pressure tubing must be able to withstand extreme internal pressure, yet still be flexible so as to compensate well for external influences.” That makes it easier for physicians to use them and conduct examinations, added Bloss, who, as project manager, deals with questions relating to applications technology.
Monofilament Braiding for the Highest Demands
The best properties of two plastics are united in the truest sense of the word in braided tubing. A monofilament made of polyester, for example, is embedded in a tubing of transparent polyurethane to create a final product that is extremely pressure-resistant, flexible, and kink-resistant.
The trend toward individualization continues, which is also true of components like tubing. This is due to more and more manufacturers of medical products wanting to secure genuine, unique selling points. As a result, there is great market potential if customers can define the color and density of the braiding. That offers a visual means of differentiating the tubing for various applications and also enables producers to influence the tubing’s transparency during further processing—a crucial factor to later detect any air bubbles and also keep an eye on the contrast medium.
High Transparency Thanks to Coextrusion
In coextruded, high-pressure tubing, an inner layer made of polyamide can be used to absorb pressure instead of the braiding. The outer layer usually consists of thermoplastic polyurethane. In this more cost-effective, multilayer variant, the two polymer layers are coextruded in a single production process. Since there is no braiding, the material is especially transparent and ideal for enabling the flow rate to be measured and air bubbles to be detected.
Individuality Is What Counts
The more special a customer’s wishes are, the more difficult it often is to give a hard-and-fast statement on the end product’s physical behavior. If an experienced development partner is on board, it knows even before prototyping what impact customized product specifications will have on the tubing’s pressure resistance and flexibility.
Constructors and product designers focus on the functional and geometrical options available and conduct static and dynamic stress analyses. They also design and simulate associated tools. The final result is a customer-specific product meeting the desired requirements.
Spooled Products Enable Efficiency
Cost-effective further processing of medical tubing often plays an important role. In order to produce tubing sets for high-pressure applications efficiently, it may be an advantage if the tubing is wound on spools.
Customers can then cut it to the desired length for further processing. That not only means far less waste than with tubing in cut lengths, but also makes handling logistics for the products easier. Anyone who, nevertheless, prefers cut lengths should clarify that with their manufacturer early on.
Attachment of Connectors
The aspect of connectivity is also important for further processing of the high-pressure tubing. Manufacturers of medical products should be able to glue various connectors using suitable solvent-based and reactive adhesives or insert them directly onto the tubing by injection molding.
Jürgen Bloss offered a special tip for fabrication, “If the connectors are glued to the tubing’s cut surface, there must always be a glue joint to ensure ideal bonding.” In addition, the end face of the braiding must be protected against direct pressure. That can also be ensured by the connector’s design or by applying a UV adhesive over the entire cut surface, which prevents the tubing from distending when it undergoes subsequent pressure and leak testing.
Safety—Thanks to International Testing Standards
Whether braided or coextruded, the physical behavior of each tubing variant under extreme pressure and its biological-toxicological properties must be tested in compliance with applicable standards. For example, the pressure test based on the standard ASTM D1599 method should confirm that the high-pressure tubing can withstand an internal pressure of at least 1,200 psi. In addition, the tubing manufacturer should ensure that regular cytotoxicity, hemolysis, and endotoxin tests are carried out.
Markus Stier has worked as product manager marketing & sales in the tubing business unit at Raumedic in Helmbrechts, Germany, since 2016. He is the contact person for general customer matters. Raumedic produces high-pressure tubing under cleanroom conditions (ISO class 7) in its Mills River, N.C. facility and at its headquarters in Germany.