Michael Barbella, Managing Editor02.28.24
Sci-fi technology seldom advances in typical fashion.
Remember the Six Million Dollar Man? His experimental post-crash transformation into cyborg was nothing short of miraculous, thanks to unspecified (and incredibly far-fetched) mechatronic innovation.
“Gentlemen, we can rebuild him,” Steve Austin’s supervisor states in the iconic television series’ opening sequence. “We have the technology.”
Austin’s saviors certainly possessed the technology to rebuild him. But the regulatory approval and clinical evidence for those bionic parts was far less certain. In fact, little is known (or was shared) about the composition of the bionic hardware implanted in Austin’s shattered body.
Both the “Six Million Dollar Man” television series and its literary inspiration (1972’s “Cyborg”) make only vague references to the “steel” arming their respective main characters with superhuman capabilities. That “steel” presumably gave Austin’s bionic arm deflection skills; radiation, microchip, and electricity detection prowess; and the ability to lift 2,420 pounds six feet off the ground.
Sounds like that arm contained materials from Krypton.
Even less is known about the building blocks of Austin’s bionic eye. It must have been sourced from the same general area as the arm, since it boasted night/X-ray/slow-motion vision proficiencies as well as sensor/hologram/radiation detection capacities, and both rapid/medical scanning expertise.
Other than their incredible potential, little is known about Austin’s implants. Such high performing “steel” clearly does not exist on Earth, at least in the real world. But it is quite possible—if not probable—in Austin’s fictional domain, where legislative rules, biological complexities, product development timelines, and chemical discordance are absent.
Without those hurdles, materials like Steve Austin’s miracle steel could potentially be created on demand—similar to 3D printed organs and tissue—shrinking the medtech materials development timeline from years to mere hours or minutes, depending on the level of sci-fi fantasy preferred.
Such a scenario may not be fantasy for long, though: Scientists have taken the first steps to reduce that timeline by designing artificial intelligence (AI)-enabled software that predicted the structures of 2.2 million possible new materials—equivalent to nearly 800 years’ worth of knowledge. The deep learning software, GNoME (Graph Networks for Materials Exploration), was trained using data from a catalog of 150,000 known substances; armed with that information, GNoME predicted the structures for 2.2 million new crystals, of which 380,000 were thought to be stable (unlikely to decompose or explode). More than 700 of these new substances have been created in the lab and are now being tested, according to Google DeepMind, which spearheaded the project.
“In the past, scientists searched for novel crystal structures by tweaking known crystals or experimenting with new combinations of elements—an expensive, trial-and-error process that could take months to deliver even limited results,” Google research scientists Amil Merchant and Ekin Dogus Cubuk wrote in a blog announcing the new materials discovery last fall. “GNoME shows the potential of using AI to discover and develop new materials at scale. We’ve released our database of newly discovered crystals to the research community. By giving scientists the full catalog of the promising ‘recipes’ for new candidate materials, we hope this helps them to test and potentially make the best ones. Our research—and that of collaborators...shows the potential to use AI to guide materials discovery, experimentation, and synthesis. We hope that GNoME together with other AI tools can help revolutionize materials discovery today and shape the future of the field.”
Indeed, AI seems poised to significantly change medtech material development but it is just one of many factors influencing this market. To gain insight into the sector’s other trendsetters both present and future, Medical Product Outsourcing spoke to nearly a half-dozen industry experts over the past few weeks. They included:
In 2022, Hyperfine took significant strides by initiating efforts to collect outdated prototype and research system housings for recycling. In 2023, Hyperfine began working with SEKISUI KYDEX to recycle its KYDEX medical device housings, giving them a second life and avoiding landfills.
Miklos Leszko: The increasing adoption of new technologies, including robotics, and the notable expansion of digital healthcare through wearable devices, precision medicine, and point-of-care testing for diagnosis and treatment, reflect the changing landscape. A noteworthy trend relating to in-vitro diagnostic equipment is the surge in point-of-care testing (POCT), conducted at or near the patient’s location, such as the doctor's office or the patient's home. POCT offers significantly faster turnaround times compared to central or satellite laboratory testing and is linked with much lower costs.
Katlin Lumme: At Porex, we see two trends impacting medtech material innovation. The first is an increased focus on cost-saving initiatives, and the second is a shift toward working with local manufacturers.
Inflation and economic anxiety have forced teams to focus on cost-saving initiatives. More than ever, customers are now searching for materials that are lower in cost or focusing on cost-saving redesigns that might replace multiple components with one component that is easier to assemble and reduces total cost over time. We have seen this quite a bit as companies have focused more on improving current products over taking on the cost of creating and launching completely new products.
To the second point, we’ve seen a trend in “reshoring,” where North American-based companies are looking for local manufacturing. The focus on local manufacturing could be because of the supply chain issues experienced during the pandemic or other cost-saving measures influenced by the price of international shipping and import taxes. Regardless of the reason, a shift to local manufacturing has led to increased domestic competition. As a result, it’s more essential than ever to demonstrate the value of your innovation and capabilities.
Ryan McFarland: Continued miniaturization of existing therapies and devices as well as new minimally invasive surgeries continue to challenge MetTech material innovations. From Structural Heart, Neuro, Thrombectomy, biopsies, etc. as well as new methods to reach the areas in the body, such as robotic surgeries. Catheters continue to get challenged to be smaller for neuro applications and larger for structural heart applications, while both are driving for thinner catheter walls with high resistance to kinking. Higher strength materials continue to be asked for to achieve success in these applications.
Corey Seacrist: We mostly do new product development with bioresorbable materials with know chemistries and degradation products. We have to have a really good reason to develop a new material with novel chemistries because developing new materials with new chemistries result in increased biocompatibility and device performance risk.
Scott Taylor: Every product that we develop involves an absorbable polymer in some way. They are generally considered novel materials even though some have been in existence since the 1960s. Their popularity has ebbed and flowed a little bit, and we are in a flow right now because there is a renewed interest to create cutting-edge new products. We’re seeing an effort to replace non-degradable plastics with transient products, and a big driver of this is tissue engineering—whether it be a product that is cell laden, works with natural biologic materials, or is a pure synthetic scaffold, the application of 3D printing and in-vivo tissue scaffolding is really driving the development of absorbable polymers. The FDA does not approve materials, it approves the medical device itself, so any new application of a material or materials will be looked at with increased scrutiny. Any medical devices transitioning to absorbable polymers will be new. Tacks, staples, and sutures are the more traditional applications, but more recently they have been looked at as novel because the traditional materials have had a limited functionality. So, to support new uses for these materials we have to create new polymers with regards to how they degrade and their biocompatibility.
Polymers can be classified as synthetic and natural polymers (e.g. collagen, hyaluronic acid, chitosan, etc.). We live in land of synthetic polymers. Durable polymers are non-degradable—polypropylene or PET do not completely degrade over time. Absorbable polymers are made to perform a certain function for a certain amount of time and be absorbed by the body. We primarily produce products using absorbable polyesters.
Absorbable polymers are gaining favor in the industry because of the interesting applications around tissue engineering scaffolding. These materials can be used as temporary structures to support new tissue growth and replacement—their transient nature really serves that function well. Advances in tissue engineering have been so significant in the last five years that these products are becoming more common and accepted.
Materials and custom designs are created for even wear and alignment to extend service life. Omniseal Solutions’ sealing solutions are compounded and tested for sealing, wear and friction control along with sterilization resistance to provide customers optimal performance in efficiency, purity and safety.
For smaller and more portable instruments, miniaturization materials are beneficial as they can be reduced in size without sacrificing functionality. When constructing micro medical devices, materials should have excellent strength-to-weight ratios, light weight, flexibility, and durability. The goal of miniature devices is to cause the least amount of disruption to tissue, particularly when they are used in minimally invasive treatments. The materials used for these devices need to retain their structural integrity while reducing the chance of infection, tissue damage, and inflammation.
Omniseal Solutions is meeting the micro challenge, delivering a precision sealing solution to a key medical surgical device manufacturer. On our Omniseal spring-energized seals for micro-motors, shaft sizes measure 1 mm and smaller, ranking among the tiniest globally. In addition to meeting necessary miniature dimensions, the business has developed multiple manufacturing, micro molding processes and materials to address other critical requirements. Motor designs incorporate materials aimed at reducing shaft wear friction, preserving seal width, and safeguarding shaft bearings.
Lumme: Companies are increasingly developing customized miniature devices that can quickly assess a disease or long-term health issue from the comfort of your home. For example, we’re now seeing the development of at-home rapid tests that screen for COVID-19, flu, and RSV simultaneously. Similarly, we’re seeing projects that enable people to collect blood samples and send them to a lab, where before they had to go to a lab and have someone take a sample through more difficult methods like a blood draw. When it comes to at-home devices, size and ease of use are critical. They must be small enough to fit on drugstore shelves and light enough for people to handle them, so every inch of the material selection needs to be optimized for functionality, which leads to more customization to find the right material for that specific device.
McFarland: With miniaturization, we’re seeing a trend towards the use of materials that maintain strength, even in smaller applications. This includes tungsten and high-strength grades of stainless steel.
Taylor: There has always been a lot of customization in medical devices but a lot of that has happened at the bedside (i.e., hernia mesh being cut to shape by a surgeon in the OR). What we’ve been seeing more recently is device customization at the manufacturing level, where we are creating patient-specific products or a range of products that better serve patients. Our absorbables are made to go away after a certain amount of time, since they feature transient and complex geometries at a very small scale. One of the materials we’ve recently developed is a line of light curable polymers called Photoset; it is mechanically competent and fully absorbable. This material did not exist three years ago, but now there is an interest in it because we can use it to print on demand at scale for a range of functions. This is currently in use only for research and development and we are excited to see this progress towards routine clinical use. We use stereolithography to make it on a small scale, which is a new capability. We’re excited about the future of Photoset and how that will be employed to make new medical devices.
As another example, a company called Dimension Inx has developed a 3D printed scaffold that is a 3D printed composit porous structure. They received 510(k) clearance from the U.S. Food and Drug Administration about a year ago for CMFlex, which at the time, was the first 3D-printed regenerative bone graft product cleared by the FDA. The product is a ready-to-use flexible ceramic for oral and maxillo-facial indications that is customized to the patient’s anatomy by the surgeon in the operating room.
Leszko: Stringent rules in the life science industry greatly influence the materials selected for medical devices. An adherence to regulatory norms and specifications are essential as can be seen in biocompatibility with materials satisfying this criteria and others taking precedence. What sets Omniseal Solutions and the materials they develop apart from other sealing and material companies is their ability to meet industry and regulatory certifications quickly and properly. We successfully qualified our Rulon and polymer materials according to USP Class VI, a globally recognized certification with the most stringent designation, and therefore highly beneficial for medical applications. As mentioned earlier, biocompatibility plays a critical role in the life science medical device sector, ensuring that materials not only endure the chemical and environmental conditions but also pose no adverse effects on the environment and the human body. Through material expertise and quality assurance, our global supply chain for these materials is certified to ensure chemical compatibility as well as high purity for our customers and the patients in their care.
Lumme: We are excited to see medtech companies starting to show interest in using sustainable materials such as recyclable and bio-based options. As we work with a broad set of markets, we have seen the consumer packaged goods industry lead the way in working to switch to more sustainable materials. There is still space for medtech companies to catch up to the consumer device industry, but it is a step forward. Sustainable materials in medical devices present an interesting challenge because you must maintain material purity.
McFarland: One of the ways we’ve increased sustainability in our facility is using recyclable packaging and wire bobbins. Reducing cardboard packaging and overall carbon footprint is certainly a recent push for the medtech sector.
Taylor: Corey and I were talking about this recently. This has been a recent change but it’s still slow to impact our normal operations. We work with large OEMs and a lot of small and early-stage companies. The companies pushing for sustainability goals are mostly the large firms. We’re seeing that pressure from large companies to address or discuss sustainability because they have sustainability goals they need to report to their investors. In terms of how it impacts us: not yet is the answer. Corey and I attended the North American Medical Grade Materials Consortium mini-conference last summer. The consortium was started by Johnson & Johnson and the goal there is to define the criteria for what constitutes a medical-grade material, because there is still a lot of gray area in the industry around terminology. The term medical grade material is still somewhat ambiguous—it doesn’t carry a specific regulatory meaning. J&J and its supply chain group identified this ambiguity as a risk cause people in the industry are not speaking the same language. The first few years of this consortium was focused on what medical grade material means or what it should mean.
Then last year, the most recent meeting we attended, the consortium spent an entire day discussing sustainability goals and how important it is. I heard a lot of new language and pressure from large organizations to consider that [sustainability]. A polymer supplier asked this question: Are you willing to pay more for us to do this additional work to improve sustainability in materials? And the answer was “not yet”—in other words, sustainability should occur at no additional cost to the supplied materials.
These alternatives are meticulously crafted to uphold the highest standards of functionality, reliability, and precision. In our pursuit of environmentally conscious sealing solutions, Omniseal Solutions is resolute in its commitment to more sustainable solutions, signifying a deliberate exclusion of intentionally added PFAS materials.
Lumme: The primary challenge in regulatory approval is obtaining convincing safety data. It can take quite a long time and investment to gather sufficient data to prove a material is safe for its intended application, which can delay the rest of the regulatory process. Once customers overcome that hurdle, they can move on to data validation, verification, and shelf-life studies with greater confidence and less risk.
Another big regulatory challenge stemming from Europe is the drive to ban the use of products containing per- and poly-fluoroalkyl (PFAS) substances. During the last six months alone, we have seen a notable increase in European companies requesting PFAS-free materials. Porex already has several PFAS-free offerings, including a PFAS-free hydrophobic membrane using track-etched membrane technology from our sister company Oxyphen. These requests are driving even more innovation to provide acceptable solutions that meet the same functional requirements as PTFE and other PFAS substances.
In addition to the PFAS-free regulations, there have been recent recalls for CPAP devices, which has driven an increased focus on the materials used in respiratory devices. We’ve received inquiries from companies searching for alternative material options that can be used for filtration, venting, and reservoirs in any type of respiratory device – which is possible with our porous sintered and fiber materials.
McFarland: Regulations like the EU MDR, particularly regarding cobalt levels in materials, have been challenging. We're continuously adapting our processes to stay compliant with these regulations. RoHS and REACH requirements are required for most medical wire that we supply. PFAS is the one of the next new regulations that we currently comply to since we do not supply any polymer products.
Taylor: The biggest one is EU MDR. We do quite a bit of work in Europe, and we are audited quite frequently. We haven’t felt full impact of EU MDR yet, but the audits are really focusing on the necessary increasing compliance for the new set of regulations. We had to do quite a bit of work to update our quality systems to meet the EU MDR—the burden of proof is high now to meet the standard of safety. It can be quite a burden to meet patient safety. We understand how these materials degrade but we must understand how that adds risk to the device. The risk should be primarily in the device and less in the material. We do work with other regulatory groups like the ASTM to develop standards so everyone can speak the same language and understand the universal risk around these materials. We helped write a standard around polydioxanone and we’re doing something similar with the [North American Medical Grade Materials] consortium; we’re working with the consortium to help define the term medical grade. It’s really about working across industries to improve the consistency of language to level-set the requirements. We are finding out how important it is to limit our own assumptions around the language of risk, and as a contract developer and manufacturer it is important for us to educate and clearly communicate with the specification developers to support product safety and efficacy. Everyone carries their own assumption on what a polymer can do and what is safe and not safe, and as much as we contribute to the manufacture of materials and parts, we also work to increase knowledge of the safe application of absorbable polymers in medical devices.
Remember the Six Million Dollar Man? His experimental post-crash transformation into cyborg was nothing short of miraculous, thanks to unspecified (and incredibly far-fetched) mechatronic innovation.
“Gentlemen, we can rebuild him,” Steve Austin’s supervisor states in the iconic television series’ opening sequence. “We have the technology.”
Austin’s saviors certainly possessed the technology to rebuild him. But the regulatory approval and clinical evidence for those bionic parts was far less certain. In fact, little is known (or was shared) about the composition of the bionic hardware implanted in Austin’s shattered body.
Both the “Six Million Dollar Man” television series and its literary inspiration (1972’s “Cyborg”) make only vague references to the “steel” arming their respective main characters with superhuman capabilities. That “steel” presumably gave Austin’s bionic arm deflection skills; radiation, microchip, and electricity detection prowess; and the ability to lift 2,420 pounds six feet off the ground.
Sounds like that arm contained materials from Krypton.
Even less is known about the building blocks of Austin’s bionic eye. It must have been sourced from the same general area as the arm, since it boasted night/X-ray/slow-motion vision proficiencies as well as sensor/hologram/radiation detection capacities, and both rapid/medical scanning expertise.
Other than their incredible potential, little is known about Austin’s implants. Such high performing “steel” clearly does not exist on Earth, at least in the real world. But it is quite possible—if not probable—in Austin’s fictional domain, where legislative rules, biological complexities, product development timelines, and chemical discordance are absent.
Without those hurdles, materials like Steve Austin’s miracle steel could potentially be created on demand—similar to 3D printed organs and tissue—shrinking the medtech materials development timeline from years to mere hours or minutes, depending on the level of sci-fi fantasy preferred.
Such a scenario may not be fantasy for long, though: Scientists have taken the first steps to reduce that timeline by designing artificial intelligence (AI)-enabled software that predicted the structures of 2.2 million possible new materials—equivalent to nearly 800 years’ worth of knowledge. The deep learning software, GNoME (Graph Networks for Materials Exploration), was trained using data from a catalog of 150,000 known substances; armed with that information, GNoME predicted the structures for 2.2 million new crystals, of which 380,000 were thought to be stable (unlikely to decompose or explode). More than 700 of these new substances have been created in the lab and are now being tested, according to Google DeepMind, which spearheaded the project.
“In the past, scientists searched for novel crystal structures by tweaking known crystals or experimenting with new combinations of elements—an expensive, trial-and-error process that could take months to deliver even limited results,” Google research scientists Amil Merchant and Ekin Dogus Cubuk wrote in a blog announcing the new materials discovery last fall. “GNoME shows the potential of using AI to discover and develop new materials at scale. We’ve released our database of newly discovered crystals to the research community. By giving scientists the full catalog of the promising ‘recipes’ for new candidate materials, we hope this helps them to test and potentially make the best ones. Our research—and that of collaborators...shows the potential to use AI to guide materials discovery, experimentation, and synthesis. We hope that GNoME together with other AI tools can help revolutionize materials discovery today and shape the future of the field.”
Indeed, AI seems poised to significantly change medtech material development but it is just one of many factors influencing this market. To gain insight into the sector’s other trendsetters both present and future, Medical Product Outsourcing spoke to nearly a half-dozen industry experts over the past few weeks. They included:
- Mark Denning, Medical Market Business Manager at SEKISUI KYDEX LLC, a global developer and manufacturer of sustainable thermoplastic material solutions.
- Miklos Leszko, Market Development Manager, Life Science, at Omniseal Solutions, a Saint Gobain Seals division specializing in high-performance polymer seals.
- Katlin Lumme, engineering director at Porex, a global developer and manufacturer of advanced porous solutions.
- Ryan McFarland, product manager at Ulbrich Specialty Wire Products, part of the Ulbrich Wire Group, which custom engineers precision wire products including: fine wire, round wire, flat wire, plated wire, shaped wire profiles, and PV ribbon products.
- Scott Taylor and Corey Seacrist, chief technology officer and sales/marketing manager, respectively, at Poly-Med Inc., an Anderson, S.C.-based firm that designs, develops, and manufactures custom absorbable medical implants.
Michael Barbella: What market forces are driving the trends in medtech material innovation? Have these market forces changed in recent years?
Mark Denning: In the ever-evolving landscape of medical device materials, sustainability has emerged as a pivotal trend. Today, Life Cycle Analysis (LCA) reports have become a prerequisite for industry OEMs bidding on projects. Why the shift? The shift is driven by a collective sense of responsibility. Medical device manufacturers are increasingly mindful of the environmental implications of their devices, whether it’s the materials used or the manufacturing processes involved. Hyperfine Inc. and SEKISUI KYDEX joined forces to address sustainability in the medical device industry. This partnership, which began in 2015 when Hyperfine incorporated KYDEX Thermoplastics into early prototypes of their Swoop system, has now expanded to embrace sustainability—showcasing how medical device and materials companies can champion a greener future.In 2022, Hyperfine took significant strides by initiating efforts to collect outdated prototype and research system housings for recycling. In 2023, Hyperfine began working with SEKISUI KYDEX to recycle its KYDEX medical device housings, giving them a second life and avoiding landfills.
Miklos Leszko: The increasing adoption of new technologies, including robotics, and the notable expansion of digital healthcare through wearable devices, precision medicine, and point-of-care testing for diagnosis and treatment, reflect the changing landscape. A noteworthy trend relating to in-vitro diagnostic equipment is the surge in point-of-care testing (POCT), conducted at or near the patient’s location, such as the doctor's office or the patient's home. POCT offers significantly faster turnaround times compared to central or satellite laboratory testing and is linked with much lower costs.
Katlin Lumme: At Porex, we see two trends impacting medtech material innovation. The first is an increased focus on cost-saving initiatives, and the second is a shift toward working with local manufacturers.
Inflation and economic anxiety have forced teams to focus on cost-saving initiatives. More than ever, customers are now searching for materials that are lower in cost or focusing on cost-saving redesigns that might replace multiple components with one component that is easier to assemble and reduces total cost over time. We have seen this quite a bit as companies have focused more on improving current products over taking on the cost of creating and launching completely new products.
To the second point, we’ve seen a trend in “reshoring,” where North American-based companies are looking for local manufacturing. The focus on local manufacturing could be because of the supply chain issues experienced during the pandemic or other cost-saving measures influenced by the price of international shipping and import taxes. Regardless of the reason, a shift to local manufacturing has led to increased domestic competition. As a result, it’s more essential than ever to demonstrate the value of your innovation and capabilities.
Ryan McFarland: Continued miniaturization of existing therapies and devices as well as new minimally invasive surgeries continue to challenge MetTech material innovations. From Structural Heart, Neuro, Thrombectomy, biopsies, etc. as well as new methods to reach the areas in the body, such as robotic surgeries. Catheters continue to get challenged to be smaller for neuro applications and larger for structural heart applications, while both are driving for thinner catheter walls with high resistance to kinking. Higher strength materials continue to be asked for to achieve success in these applications.
Corey Seacrist: We mostly do new product development with bioresorbable materials with know chemistries and degradation products. We have to have a really good reason to develop a new material with novel chemistries because developing new materials with new chemistries result in increased biocompatibility and device performance risk.
Scott Taylor: Every product that we develop involves an absorbable polymer in some way. They are generally considered novel materials even though some have been in existence since the 1960s. Their popularity has ebbed and flowed a little bit, and we are in a flow right now because there is a renewed interest to create cutting-edge new products. We’re seeing an effort to replace non-degradable plastics with transient products, and a big driver of this is tissue engineering—whether it be a product that is cell laden, works with natural biologic materials, or is a pure synthetic scaffold, the application of 3D printing and in-vivo tissue scaffolding is really driving the development of absorbable polymers. The FDA does not approve materials, it approves the medical device itself, so any new application of a material or materials will be looked at with increased scrutiny. Any medical devices transitioning to absorbable polymers will be new. Tacks, staples, and sutures are the more traditional applications, but more recently they have been looked at as novel because the traditional materials have had a limited functionality. So, to support new uses for these materials we have to create new polymers with regards to how they degrade and their biocompatibility.
Polymers can be classified as synthetic and natural polymers (e.g. collagen, hyaluronic acid, chitosan, etc.). We live in land of synthetic polymers. Durable polymers are non-degradable—polypropylene or PET do not completely degrade over time. Absorbable polymers are made to perform a certain function for a certain amount of time and be absorbed by the body. We primarily produce products using absorbable polyesters.
Absorbable polymers are gaining favor in the industry because of the interesting applications around tissue engineering scaffolding. These materials can be used as temporary structures to support new tissue growth and replacement—their transient nature really serves that function well. Advances in tissue engineering have been so significant in the last five years that these products are becoming more common and accepted.
Barbella: How is medical device customization and miniaturization impacting medtech material selection and use?
Leszko: The key component of creating medical devices that satisfy the changing demands of individualized and minimally invasive healthcare is material selection. Customized materials that can be modified for different uses are in high demand as medical devices become more tailored to each patient's need and care. Using materials whose characteristics can be adjusted to suit various medical device applications or patient anatomy is critical.Materials and custom designs are created for even wear and alignment to extend service life. Omniseal Solutions’ sealing solutions are compounded and tested for sealing, wear and friction control along with sterilization resistance to provide customers optimal performance in efficiency, purity and safety.
For smaller and more portable instruments, miniaturization materials are beneficial as they can be reduced in size without sacrificing functionality. When constructing micro medical devices, materials should have excellent strength-to-weight ratios, light weight, flexibility, and durability. The goal of miniature devices is to cause the least amount of disruption to tissue, particularly when they are used in minimally invasive treatments. The materials used for these devices need to retain their structural integrity while reducing the chance of infection, tissue damage, and inflammation.
Omniseal Solutions is meeting the micro challenge, delivering a precision sealing solution to a key medical surgical device manufacturer. On our Omniseal spring-energized seals for micro-motors, shaft sizes measure 1 mm and smaller, ranking among the tiniest globally. In addition to meeting necessary miniature dimensions, the business has developed multiple manufacturing, micro molding processes and materials to address other critical requirements. Motor designs incorporate materials aimed at reducing shaft wear friction, preserving seal width, and safeguarding shaft bearings.
Lumme: Companies are increasingly developing customized miniature devices that can quickly assess a disease or long-term health issue from the comfort of your home. For example, we’re now seeing the development of at-home rapid tests that screen for COVID-19, flu, and RSV simultaneously. Similarly, we’re seeing projects that enable people to collect blood samples and send them to a lab, where before they had to go to a lab and have someone take a sample through more difficult methods like a blood draw. When it comes to at-home devices, size and ease of use are critical. They must be small enough to fit on drugstore shelves and light enough for people to handle them, so every inch of the material selection needs to be optimized for functionality, which leads to more customization to find the right material for that specific device.
McFarland: With miniaturization, we’re seeing a trend towards the use of materials that maintain strength, even in smaller applications. This includes tungsten and high-strength grades of stainless steel.
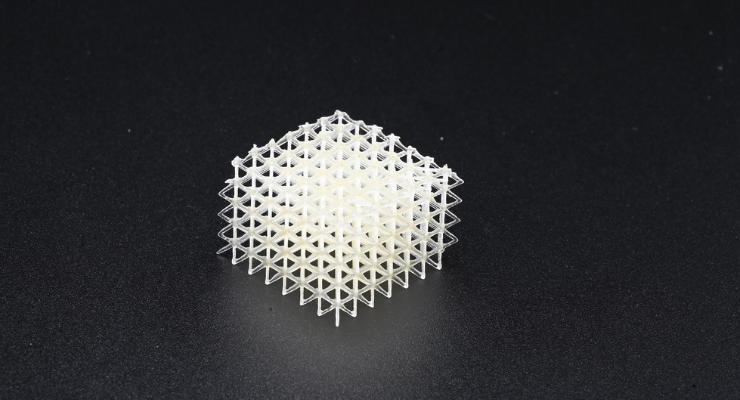
Taylor: There has always been a lot of customization in medical devices but a lot of that has happened at the bedside (i.e., hernia mesh being cut to shape by a surgeon in the OR). What we’ve been seeing more recently is device customization at the manufacturing level, where we are creating patient-specific products or a range of products that better serve patients. Our absorbables are made to go away after a certain amount of time, since they feature transient and complex geometries at a very small scale. One of the materials we’ve recently developed is a line of light curable polymers called Photoset; it is mechanically competent and fully absorbable. This material did not exist three years ago, but now there is an interest in it because we can use it to print on demand at scale for a range of functions. This is currently in use only for research and development and we are excited to see this progress towards routine clinical use. We use stereolithography to make it on a small scale, which is a new capability. We’re excited about the future of Photoset and how that will be employed to make new medical devices.
As another example, a company called Dimension Inx has developed a 3D printed scaffold that is a 3D printed composit porous structure. They received 510(k) clearance from the U.S. Food and Drug Administration about a year ago for CMFlex, which at the time, was the first 3D-printed regenerative bone graft product cleared by the FDA. The product is a ready-to-use flexible ceramic for oral and maxillo-facial indications that is customized to the patient’s anatomy by the surgeon in the operating room.
Barbella: How can materials help improve and/or achieve medical device sustainability? Are customers looking toward more sustainable materials now in the shift toward corporate social responsibility?
Denning: The sustainability of medical devices is a complex issue that requires a comprehensive understanding. The first step towards sustainability for any company is to examine the environmental impact of the manufacturing process. The comprehensive sustainability narrative of KYDEX Thermoplastics positions it not only as a material but also as a responsible and conscientious choice for a circular approach toward sustainability in the medical device industry. KYDEX Thermoplastics are made from domestically sourced PVC/Acrylic technology, which is derived from salt and natural gas, making it an eco-friendly material. The rigid sheet composition of this material eliminates the need for plasticizers in the manufacturing process, which is often associated with negative environmental impacts. The proactive attitude of Hyperfine sparked a collaboration focused on sustainable solutions addressing waste and ensuring sustainability long before commercial systems reach the end of life. This partnership exemplifies how medical device companies can positively impact the environment through partnerships to recycle retired medical device equipment and enable a full life cycle.Leszko: Stringent rules in the life science industry greatly influence the materials selected for medical devices. An adherence to regulatory norms and specifications are essential as can be seen in biocompatibility with materials satisfying this criteria and others taking precedence. What sets Omniseal Solutions and the materials they develop apart from other sealing and material companies is their ability to meet industry and regulatory certifications quickly and properly. We successfully qualified our Rulon and polymer materials according to USP Class VI, a globally recognized certification with the most stringent designation, and therefore highly beneficial for medical applications. As mentioned earlier, biocompatibility plays a critical role in the life science medical device sector, ensuring that materials not only endure the chemical and environmental conditions but also pose no adverse effects on the environment and the human body. Through material expertise and quality assurance, our global supply chain for these materials is certified to ensure chemical compatibility as well as high purity for our customers and the patients in their care.
Lumme: We are excited to see medtech companies starting to show interest in using sustainable materials such as recyclable and bio-based options. As we work with a broad set of markets, we have seen the consumer packaged goods industry lead the way in working to switch to more sustainable materials. There is still space for medtech companies to catch up to the consumer device industry, but it is a step forward. Sustainable materials in medical devices present an interesting challenge because you must maintain material purity.
McFarland: One of the ways we’ve increased sustainability in our facility is using recyclable packaging and wire bobbins. Reducing cardboard packaging and overall carbon footprint is certainly a recent push for the medtech sector.
Taylor: Corey and I were talking about this recently. This has been a recent change but it’s still slow to impact our normal operations. We work with large OEMs and a lot of small and early-stage companies. The companies pushing for sustainability goals are mostly the large firms. We’re seeing that pressure from large companies to address or discuss sustainability because they have sustainability goals they need to report to their investors. In terms of how it impacts us: not yet is the answer. Corey and I attended the North American Medical Grade Materials Consortium mini-conference last summer. The consortium was started by Johnson & Johnson and the goal there is to define the criteria for what constitutes a medical-grade material, because there is still a lot of gray area in the industry around terminology. The term medical grade material is still somewhat ambiguous—it doesn’t carry a specific regulatory meaning. J&J and its supply chain group identified this ambiguity as a risk cause people in the industry are not speaking the same language. The first few years of this consortium was focused on what medical grade material means or what it should mean.
Then last year, the most recent meeting we attended, the consortium spent an entire day discussing sustainability goals and how important it is. I heard a lot of new language and pressure from large organizations to consider that [sustainability]. A polymer supplier asked this question: Are you willing to pay more for us to do this additional work to improve sustainability in materials? And the answer was “not yet”—in other words, sustainability should occur at no additional cost to the supplied materials.
Barbella: What regulations/regulatory challenges have most impacted medtech materials in recent years? How has your company met or overcome these regulatory roadblocks?
Leszko: Due to environmental concerns, sustainable approaches in healthcare are receiving more attention. Recyclable, low-impact, and ecologically friendly materials are being investigated by governments, regulation organizations and administrations. As an engineer and manufacturer of precision sealing solutions that support major industries, we recognize the prevalence of PFAS in the environment and are working towards supporting customers on this issue. Our sealing and material experts have dedicated substantial resources to engineer and test proprietary PFAS-Free materials.These alternatives are meticulously crafted to uphold the highest standards of functionality, reliability, and precision. In our pursuit of environmentally conscious sealing solutions, Omniseal Solutions is resolute in its commitment to more sustainable solutions, signifying a deliberate exclusion of intentionally added PFAS materials.
Lumme: The primary challenge in regulatory approval is obtaining convincing safety data. It can take quite a long time and investment to gather sufficient data to prove a material is safe for its intended application, which can delay the rest of the regulatory process. Once customers overcome that hurdle, they can move on to data validation, verification, and shelf-life studies with greater confidence and less risk.
Another big regulatory challenge stemming from Europe is the drive to ban the use of products containing per- and poly-fluoroalkyl (PFAS) substances. During the last six months alone, we have seen a notable increase in European companies requesting PFAS-free materials. Porex already has several PFAS-free offerings, including a PFAS-free hydrophobic membrane using track-etched membrane technology from our sister company Oxyphen. These requests are driving even more innovation to provide acceptable solutions that meet the same functional requirements as PTFE and other PFAS substances.
In addition to the PFAS-free regulations, there have been recent recalls for CPAP devices, which has driven an increased focus on the materials used in respiratory devices. We’ve received inquiries from companies searching for alternative material options that can be used for filtration, venting, and reservoirs in any type of respiratory device – which is possible with our porous sintered and fiber materials.
McFarland: Regulations like the EU MDR, particularly regarding cobalt levels in materials, have been challenging. We're continuously adapting our processes to stay compliant with these regulations. RoHS and REACH requirements are required for most medical wire that we supply. PFAS is the one of the next new regulations that we currently comply to since we do not supply any polymer products.
Taylor: The biggest one is EU MDR. We do quite a bit of work in Europe, and we are audited quite frequently. We haven’t felt full impact of EU MDR yet, but the audits are really focusing on the necessary increasing compliance for the new set of regulations. We had to do quite a bit of work to update our quality systems to meet the EU MDR—the burden of proof is high now to meet the standard of safety. It can be quite a burden to meet patient safety. We understand how these materials degrade but we must understand how that adds risk to the device. The risk should be primarily in the device and less in the material. We do work with other regulatory groups like the ASTM to develop standards so everyone can speak the same language and understand the universal risk around these materials. We helped write a standard around polydioxanone and we’re doing something similar with the [North American Medical Grade Materials] consortium; we’re working with the consortium to help define the term medical grade. It’s really about working across industries to improve the consistency of language to level-set the requirements. We are finding out how important it is to limit our own assumptions around the language of risk, and as a contract developer and manufacturer it is important for us to educate and clearly communicate with the specification developers to support product safety and efficacy. Everyone carries their own assumption on what a polymer can do and what is safe and not safe, and as much as we contribute to the manufacture of materials and parts, we also work to increase knowledge of the safe application of absorbable polymers in medical devices.
|
They may not possess the superhuman strength or assorted detection capabilities of Steve Austin’s “steel” bionic arm, but these medtech materials in development could soon become the next generation of substances to morph from science-fiction to science fact. A Memory-Making Wearable DeviceAn international research team has devised an experimental wearable device that creates and stores memories, and generates power from a bending finger joint. The proof-of-concept product is made from bismuth rust, which is less irritating to the skin compared with silicon.The material also is durable, stretchable, and easily integrated into wearable technologies. A study indicated the material exhibited “exceptional responsiveness to movements associated with human activities, such as stretching, making it a promising candidate for wearable technologies,” according to an RMIT University news release. “The material can act as a semiconductor, meaning it can be used for computation,” lead author and RMIT University Ph.D. student Xiangyang Guo said. “Bismuth oxide can be engineered to provide memory functionality, which is critical for many applications.” Stimulation by SprinkleA magnetoelectric material devised by Rice University researchers can convert a magnetic field into an electric field.To create the material, scientists sandwiched piezoelectric lead zirconium titanate between two magnetorestrictive layers of metallic glass alloys, and then layered platinum, hafnium oxide, and zinc oxide. The material works best as an injectable (ideally near a neuron), so an alternating magnetic field can be applied to the area from outside the body. The material’s magnetorestrictive components vibrate when an alternating magnetic field is applied. “We asked, ‘Can we create a material that can be like dust or is so small that by placing just a sprinkle of it inside the body you’d be able to stimulate the brain or nervous system?’” Rice University doctoral alumnus and lead study author Joshua Chen asked. “With that question in mind, we thought that magnetoelectric materials were ideal candidates for use in neurostimulation. They respond to magnetic fields, which easily penetrate into the body, and convert them into electric fields—a language our nervous system already uses to relay information.” The technology has shown it can bridge a completely severed sciatic nerve in rats, suggesting it potentially could be used as a component in neuroprosthetics. Plant-Based Medical Robots?University of Waterloo researchers have created plant-based microrobots made from non-toxic, biocompatible cellulose nanoparticles. Measuring a maximum one centimeter in length, the robots’ soft material possesses self-healing properties, which makes it an ideal substance for use inside the body.The cellulose nanoparticles’ orientation can be adjusted to respond in certain ways when exposed to specific chemical cues such as pH changes. Integrating magnetic elements into the robots enabled scientists to move the tiny devices externally (via magnetic fields), thus establishing their potential as a drug delivery mechanism. In tests, the robots successfully traversed a maze, intimating they likely could navigate the body’s tortuous vasculature. Researchers next hope to scale down the robot to submillimeter scales. Possible Lung Cancer LifesaversTargeted therapy is an ideal treatment for lung cancer, but the remedy is not always possible due to the bronchial tree’s tiny branches. Science, however, may have finally found a way to reach those treetops. University of Leeds (United Kingdom) researchers have created a magnetic tentacle robot for use in minimally invasive medical procedures.Measuring 2mm in diameter, the soft silicone tentacles can reportedly travel 37% further into the lungs than standard equipment and cause less tissue damage. The devices are controlled by magnets mounted on robotic arms outside the body. Besides their potential to target lung cancer cells in the smallest bronchial tubes, the tentacles proved worthy of simulating endonasal brain surgery in a replica skull. Leeds researchers used two tentacle robots that worked together—one moved a camera while the other directed a laser onto a tumor. Researchers overcame the challenge of two attracting magnets by designing the tentacles to bend only in specific directions and relocating each of their north and south poles. It’s Terminator TimeThe T-1000 has arrived. Sort of.The time-travelling, shape-shifting villain from “Terminator 2: Judgement Day,” is still (thankfully) a fictional character, but its technology is real. Scientists for the first time witnessed pieces of metal crack, then fuse back together without any human intervention. The discovery was made inadvertently at the Center for Integrated Nanotechnologies, a U.S. Department of Energy user facility jointly operated by Sandia and Los Alamos national laboratories. Researchers witnessed pure platinum and copper spontaneously fuse together cracks formed by metal fatigue during nanoscale experiments. Tiny metal pieces were subjected to a technique that pulled on both ends 200 times per second; a crack initially formed and spread but the metal fused back together after about 40 minutes. The discovery confirms a theory Texas A&M Professor Michael Demkowicz proposed in 2013 (then an MIT assistant professor) about metals’ ability to self-weld cracks under certain conditions. “My hope,” he said, “is this finding will encourage materials researchers to consider that, under the right circumstances, materials can do things we never expected.” |
