Jude Mary Runge, Ph.D., CompCote International Inc., Lombard, Ill. Mike Sung, Ph.D., Sanford Process Corp., Woonsocket, R.I.03.01.12
Introduction
Performance criteria for the Anodic Aluminum Oxide (AAO): Environmental impact, ability to be decorated (dye-ability), durability (wear resistance), corrosion resistance, chemical stability, cost and thermal conductivity; are largely met by finishes available by way of current anodizing and sealing process technologies. Variations in anodizing process parameters as well as variations in sealing process parameters such as: time, temperature, electrical patterns, and formulation, produce varying levels of anodic aluminum oxide (AAO) stability and robustness in field applications. These variations have brought numerous products to the anodizing industry, but none, so far have actually changed the nature of the AAO finish. Regardless of the process parameters, the anodic oxide consistently exhibits the characteristics of a highly ordered nano-scale network comprised of aluminum oxy-hydroxide. Although highly ordered, the structure of the anodic oxide exhibits no x-ray diffraction contrast; it is technically amorphous [1 – 2]. See photograph no. 1.
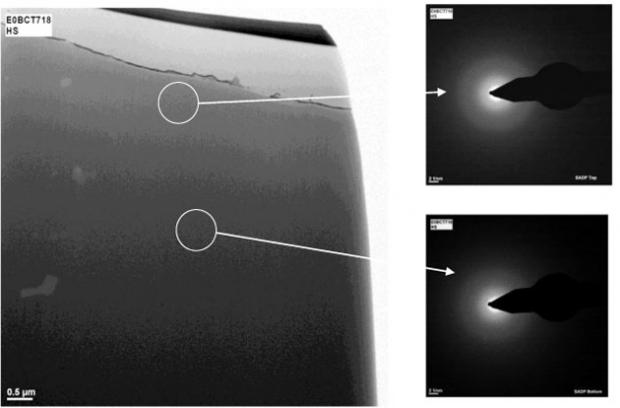
Photograph no. 1: Selected Area Diffraction (SAD) by way of Transmission Electron Microscopy of a standard Type II anodic oxide clearly documents the amorphous nature of the AAO structure at the surface, where it has been sealed, and in the interior bulk of the finish.
Recent demands from industries increasing their use of aluminum alloy substrates, especially manufacturers of household, automotive and medical components, have increased the requirements for stability of the AAO finish in alkaline environments. This demand is based in the need for resistance to cleaners and cleaning processes which mandate finish resistance in environments where the pH approaches 12. Dishwashers tend to run at a pH of 8 to 9.5. Other wash facilities, such as car washes, can run at pH values that exceed 10. Rinsing, of course, is critical to mitigate the effects of detergents and cleaners, but alkaline residues can become concentrated as they rehydrate over an otherwise clean surface.
Similarly, the demand for the anodic oxide finish to withstand low pH attack, especially within the food processing industry where the pH of food ingredients can be as low as pickling vinegar, mustard and ketchup (2.14 for 18% acetic acid) and lemons and limes (pH = 1.9 – 2.0), present challenges to the quality of an anodic oxide. A nonuniform, discontinuous, or poorly rinsed/sealed AAO finish will allow for penetration of acidic environments which attack and undermine the substrate.
Since cleaning is routinely performed during the useful life of a component, such resistance to cleaners is critical. These cleaners are typically based in sodium hydroxide (NaOH) and other active element hydroxide formulations. Since the AAO finish is also based in an active metal hydroxide (AlOH), it succumbs to alkaline attack. Therefore, the chemical convention of “like dissolves like” plagues anodized aluminum as alkali media are comprised of active metal hydroxides (NaOH), as is the anodic oxide (AlOH). Similarly, adsorbed and reacted sulfates at the top and at the pore walls of the AAO structure that are not adequately rinsed or mitigated by sealing are subject to attack by sulfuric acid, and other acid environments.
Much research and development has gone forward to determine solutions in typical anodizing processes that meet or exceed the new industrial demands. This paper addresses a technology that, by following a strategic problem-solving path to enhance the AAO structure through a post treatment process, a partial conversion of the typically amorphous structure to a crystalline structure was achieved and scientifically proven. The conversion of the structure from amorphous to crystalline increases the stability of the finish and therefore its chemical resistance. Many engineering tests, at both ends of the pH spectrum, were performed and document the improved performance of the new technology in aggressive environments.
Scientific Background
AAO structure is commonly recognized throughout the aluminum finishing industry as a hexagonal array of nanoscale columns with rounded bottoms intimately arranged on the aluminum substrate. Each column has a central pore and wall thickness whose dimensions reflect the anodizing process parameters. Simply put: Temperature governs the number of columns per unit grain substrate and the size of the individual column comprising the AAO finish; lower temperature – fewer columns with thicker walls, higher temperature – more columns with thinner walls. Current density governs pore diameter; higher current density yields larger pore diameters, lower current density yields smaller pore diameters. [3] See photograph nos. 2 and 3.
Chemical analysis via Electron Energy Loss Spectroscopy (EELS) and imaging by way of diffraction contrast show conclusively that the unsealed AAO finish prepared in a sulfuric acid electrolyte is comprised primarily of disordered hydrated aluminum oxide, i.e. aluminum oxy- hydroxide. In addition, High Intensity Infrared Fourier Transform Spectrographic Analysis (High Intensity FT-IR) and X-ray Photoelectron Spectroscopy (XPS) determine that unsealed AAO structures exhibit a compositional gradient from the interface with the aluminum substrate to the surface, which contacts the anodizing electrolyte. Near the interface, stable Al-O absorption dominates the spectra, but shifts upward to hydroxide absorption as sulfate peaks develop and become defined near the surface of the AAO. [4] This compositional shift from the bottom of the AAO to the top is reflected in the surface reactivity of the anodic oxide, which mandates in some applications, the need for sealing.
The shift in chemical stability in the AAO finish from the interface with the substrate to the top of the finish that is in contact with the electrolyte also implies the pore walls, which also maintain contact with electrolyte are more reactive. Reactivity of the pore wall can help to explain sealing phenomena. A reactive seal, such as nickel acetate, will complex with available adsorbed species from the electrolyte or otherwise active OH- ligands in the hydrated aluminum oxide structure. As these reactions proceed, a certain level of AAO dissolution occurs from the inside of the pore. Depending on the robustness of the structure, the column walls can collapse as they react and become thinner during sealing. Sealing in most cases reduces the abrasion and wear resistance of the finish, but increases the corrosion resistance.
Photographs 2 (left) and 3 (right) compare the structural differences between AAO prepared at or near room temperature (Type II, on left at X25,000) and AAO prepared at or near 0oC (Type III, on right at 20,000X). Note the structure of the Type III anodic oxide exhibits wider pores and thicker walls, even at a lower magnification. This is due to the difference in anodizing process parameters.
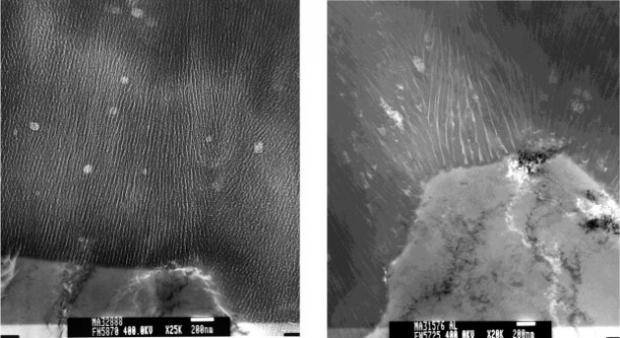
The seal mechanism, therefore, can be basically described as one of reductive dissolution. The seal molecule, as a solvent, reacts with the hydrated aluminum oxide, initiating adsorption, desorption and electron transfer.[5] This reaction, depending upon the activity of the seal chemistry and the temperature and time of exposure to the AAO, will penetrate, react, and randomize the order of the AAO at the surface. This structural change increases the tortuosity of the path for external corrosion attack, making the AAO able to withstand aggressive environments longer. See photograph nos. 4 and 5.
Traditional sealing processes can be considered to most commonly include hot (boiling or near-boiling) deionized water sealing, steam sealing, sodium or potassium dichromate sealing, nickel acetate sealing, and nickel fluoride sealing. New sealing processes, that eliminate the concern for hexavalent chromium waste production, include trivalent chromium phosphate (TCP), acetate or sulfate sealing. There are a number of other experimental seal processes that are known oxidizers and others react by way of reductive dissolution of the anodic oxide. [6]
It has been shown that water seals are effective so long as the columnar structure is affected to a depth that approaches its thickness. [7] The mechanism for hot water sealing is described as the conversion of aluminum oxide (Al2O3) to Boehmite (AlO(OH)). Based upon the above mentioned research, it appears more accurate to note that the efficacy of the hot water seal is better described as the reductive dissolution of the structure, randomizing it and increasing its tortuosity, as the composition is redundant with the parent AAO.
Dichromate seals are effective as they react with the AAO to precipitate aluminum oxydichromate or aluminum oxychromate. Nickel acetate and nickel fluoride seals also react to form precipitates of nickel hydroxide Ni(OH)2 with Aluminum Oxy-Hydroxide and, in the case of nickel fluoride seals, aluminum fluoride AlF3-. In all cases with all seals, dissolution of the surface structure of the AAO is part of the reaction.

Photograph nos. 4 (left) and 5 (right) document the appearance of unsealed (left) and sealed (right) anodic oxides. Note the distinct change in structure at the top of the sealed anodic oxide. This sample was sealed in nickel acetate. The change in structure is due to reductive dissolution of the anodic oxide columns from the inside surface of the pore and surface. The efficacy of the seal layer as a corrosion barrier typically depends upon the depth of penetration and end composition. Structural change by way of the structural dissolution and precipitation during conventional sealing increases corrosion resistance, but the barrier to corrosion protection is limited to working environments that do not challenge the high pH range, with the most robust sealed AAO finishes achieving a working pH of approximately 9. Working within the realms of standard technology, a new patent-pending process has been developed that increases the efficacy of the seal by actually producing, within the sealed AAO structure, a change of state from amorphous to crystalline. The structural change produced by this post treatment process, together with an AAO structure produced via parameters that yields a robust structure when compared to AAO produced by way of conventional parameters, immediately raised the ability of the AAO finish to withstand high alkaline and high acid environments by providing a crystalline barrier at the base of the seal reaction layer.
Scientific Characterization
X-ray Diffraction [8, 9, 10]
Aluminum substrate samples anodized identically but sealed in different ways were submitted for incident x-ray diffraction (XRD). The incident angle was fixed to minimize x-ray penetration into the luminum substrate; that is, x-ray diffraction was performed only on the AAO finishes of each sample.
This method is useful to determine levels of bulk crystallinity; therefore, actual regions of crystallinity cannot be determined. The samples were identified as how they were sealed: NA=nickel acetate, NF=nickel fluoride and SB = special post treatment. X-ray diffraction clearly determined no level of crystallinity in the NA or NF samples. The SB sample exhibited evidence of low level microcrystallinity or nanocrystallinity; however, at this juncture, the results were deemed somewhat inconclusive. See figure no. 1.
Additional XRD was performed on samples prepared with a duplex nickel seal (nickel acetate + nickel fluoride) = NFA and samples prepared with an enhanced special post treatment = SBH. The NFA sample exhibited no clear crystalline phase. The SBH sample was determined to contain Gibbsite, a crystalline mineral form of aluminum hydroxide (monoclinic hydrated alumina). In addition, evidence of another crystalline phase was detected, but the pattern detected was too weak for identification. Samples of metal salt used to process the SBH sample were separately prepared following the same process, but not within the AAO finish. XRD of the salt sample determined it had converted to a crystalline compound, specifically Ni(OH)2 – Nickel Hydroxide/ Theophrastite through treatment. These results suggested the other crystalline phase within the SBH finish was most likely related to the presence of the crystallized metal salt. See Figure Nos. 2 and 3.
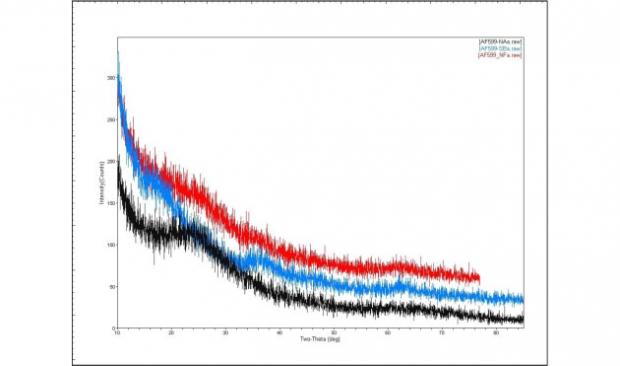
Figure 1: Comparative XRD patterns for the three samples that were compared. Red curve = NF, Black curve = NA and the blue curve = SB. Although the pattern is weak, only the SB sample exhibited evidence of crystallinity.
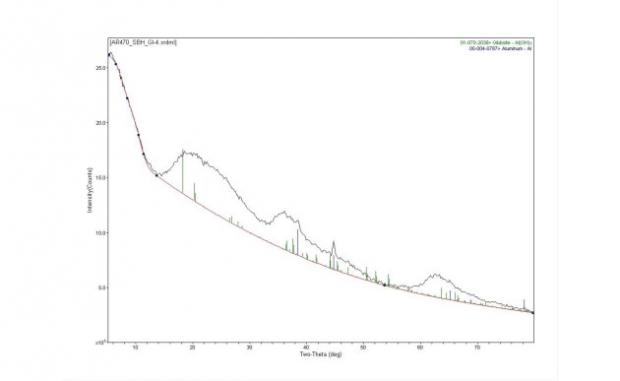
Figure 2: XRD pattern for sample SBH determined a pattern characteristic for Gibbsite, the monoclinic crystalline form of aluminum hydroxide.
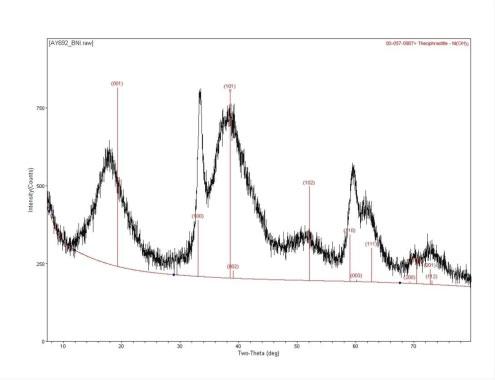
Figure 3: XRD pattern of metal salt used in post treatment determined it was distinctly crystalline Ni(OH)2 – Nickel Hydroxide/ Theophrastite.
Transmission Electron Microscopy
A coupon anodized and sealed following the SBH post treatment process was prepared for Transmission Electron Microscopy (TEM). The finish was prepared for imaging by way of Focused Ion Beam Milling (FIB). High resolution TEM and Selected Area Diffraction (SAD) were performed to determine the presence of crystallinity within the specially prepared AAO finish. Calibrated images were provided such that measurements of the various features on the photomicrographs could be taken.
The TEM images of the SBH finish revealed it exhibited four clear layers: 1) The bottom layer exhibited a fine microstructure typical for an anodic oxide processed at or near room temperature; 2) the middle layer exhibited a microstructure with retained columnar features that were diffuse, typical for the structural dissolution that occurs during sealing; 3) the top retained none of the columnar character of the AAO finish and was terminated by 4) a layer of dark-appearing flecks. See photograph no. 6.
Energy Dispersive X-ray analysis of the various features in the finish determined that the dark-appearing flecks were comprised of nickel, the metal component of the salt that was used during sealing. The regions directly above the flecks and below the flecks were similar in composition, comprised of aluminum, sulfur and oxygen. Some nickel was detected in the lower section, but it decreased into the finish bulk, which was the bottom layer of the SBH finish.
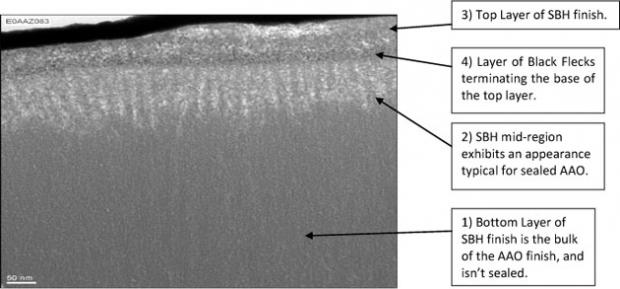
Photograph no. 6: TEM image of the SBH anodic oxide finish. Note how the finish exhibits four distinct layers.
Imaging at higher magnification in high resolution mode revealed clear interference fringes within the structure of the SBH finish, specifically in the layer of black flecks. Interference fringes are clear microstructural evidence for crystallinity. Their presence confirms that the post treatment process utilized to treat the AAO on the SBH sample produced partial crystallinity within the seal layer of the finish. See photograph no. 7.
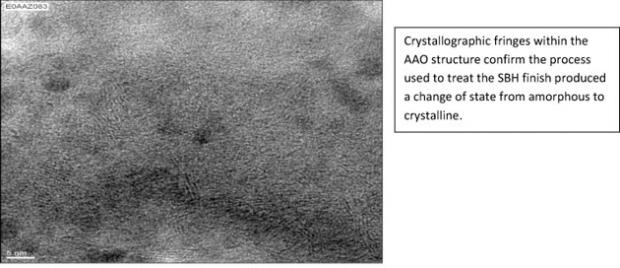 Photograph No. 7: Crystallographic fringes within the layer with the black flecks in the SBH finish.
Photograph No. 7: Crystallographic fringes within the layer with the black flecks in the SBH finish.
Engineering Testing [12]
Dishwasher Safe Test
Aluminum panels processed with the SBH treatment after anodizing were subjected to comparative alkaline resistance testing by way of a dishwasher test. Panels anodized by way of the same process as the SBH panels, but sealed with conventional nickel acetate and panels conventionally anodized and sealed with nickel acetate were subjected to the same test washing cycles, with the same detergent for comparison. The panels were placed in residential dishwashers during normal dishwashing cycles which lasted about 60 to 90 minutes using commercially available dry detergents.
After each wash cycle, the panels were removed from the dishwasher and wiped with a soft cloth. Failure was defined as showing of any evidence of finish removal by way of smudging, or color bleed-out onto the cloth surface. Comparative testing of 6 sample groups for ten (10) wash cycles determined only the samples processed with the SBH post treatment after anodizing exhibited no signs of functional or aesthetic property loss.
Chemical Resistance Performance/Low pH
Aluminum panels processed with the SBH treatment after anodizing were subjected to comparative acid resistance testing by way of exposure to a sulfuric acid immersion test. The samples were soaked in 0.71% by volume aqueous sulfuric acid solution, having a pH of 0.8, for 24 hours. The coating thickness and weight were measured after immersion in the sulfuric acid solution and compared with the initial values. Two groups of panels anodized by way of the same process as the SBH panels, one sealed with conventional nickel acetate and the other, sealed with conventional nickel fluoride were prepared for comparison. One additional group of conventionally hard anodized panels, sealed with nickel acetate was also prepared for comparison.
The panels subjected to the test that had not been processed with the SBH treatment were completely dissolved in the aqueous sulfuric acid solution, i.e., the mass of the anodic oxide was completely removed from the aluminum surface, and the basis aluminum was attacked, as shown by the negative weight loss. These results are important because they show that even anodic oxides processed by methods that are known to yield a more robust finish cannot withstand such exposure. The panels processed by way of the SBH treatment exhibit a coating thickness loss of 20% and a weight loss of 31%. Only samples processed with the SBH post treatment process could withstand a profoundly acidic environment.
Microhardness Testing [13]
Two panels were submitted for comparative analysis, one identified as CON (process not identified) and one identified as having been anodized and treated following the SBH process. Samples were prepared in accordance with ASTM E384. All measurements were taken on a calibrated microhardness tester equipped with a Vickers indenter and a 100g load.
Average hardness values were calculated with raw and refined data. The sample identified as CON exhibited an average hardness of 355HV100 and a refined average of 355HV100. The SBH sample exhibited an average hardness of 365HV100 and a refined average of 369HV100. These data are not significantly different, indicating the SBH process does not increase the hardness of the anodic oxide substantially.
This result is important as the SBH post treatment process does not appear to increase the surface stress due to hardness differences between the aluminum substrate and the finish, which would lead to surface crazing and cracking.
Summary and Conclusion
Industries which have used stainless steel or chrome plated alloy steel are turning to the use of anodized aluminum for household appliances and cookware, and medical and automotive components. This has increased the demand on anodized aluminum to meet the challenge to withstand aggressive environments which include alkaline attack at pH values up to 13 and acid attack at low pH values.
Until now, the efficacy of the seal layer as a corrosion barrier for anodic aluminum oxide (AAO) has depended upon its depth of penetration and end composition. Structural change by way of the structural dissolution and precipitation during conventional sealing has increased corrosion resistance, but the barrier to corrosion protection has been limited to working environments that do not challenge the high pH range, with the most robust sealed AAO finishes achieving a working pH of at most, 9.
Working within the realms of standard technology, a new patent-pending process has been developed that increases the efficacy of the seal by actually producing, within the sealed AAO structure, a change of state from amorphous to crystalline. The structural change produced by this seal, together with an AAO structure produced via parameters that yields a robust structure when compared to AAO produced by way of conventional parameters, immediately raised the ability of the AAO finish to withstand high alkaline and high acid environments by providing a crystalline barrier at the base of the seal reaction layer.
Based upon the appearance of the AAO finish sealed by way of the SBH process, the crystalline region is produced in the seal by way of the special post treatment. The layer above the crystalline region has lost its resemblance to AAO and the layer below appears like a typically sealed anodized finish. Engineering tests show that the crystalline region is an effective barrier against the migration of aggressive environments to the aluminum substrate. Comparison of the performance of a known robust AAO finish, sealed via conventional processes with nickel acetate, to one sealed via the SBH process show that it is the special process that imparts the ability to withstand harsh alkaline and acid environments.
The chemical convention of “like dissolves like” plagues anodized aluminum as alkali media are comprised of active metal hydroxides (NaOH), as is the anodic oxide (AlOH). Similarly, in acid environments, adsorbed and reacted sulfates at the top and at the pore walls of the AAO structure are subject to attack by sulfuric acid. By modifying existing post treatment methods to produce a partial crystalline conversion within the anodic oxide, this challenge is being met. This significant structural change, that has never before been documented in typically produced aluminum anodic oxides, has been scientifically proven through X-ray Diffraction and Transmission Electron Microscopy and its ability to withstand extreme pH has been proven through engineering tests in alkali and acid media.
JMR 7/18/11 JMJ
Microcrystalline anodic coatings are currently being produced by Duralectra-CHN LLC (www.d-chn.com). Samples as well as technology licensing are available through the Sanford Process Corporation (www.sanfordprocess.com).
References:
1. Wernick, S., Pinner, R., Sheasby, P., The Surface Treatment and Finishing of Aluminum and Its Alloys, ASM International Finishing Publications, Ltd., 1990.
2. Evans Analytical Group Job No. E0BCT718, performed for CompCote International, Inc., April, 2011.
3. Runge, J., “Understanding the Anodic Oxide Finish – The First Commercially Available Nanoscale Coating”, Journal of Applied Surface Finishing, 2 (1), 47 – 55, 2007.
4. Runge, J., Pomis, A., “Anodic Oxide Film Formation: Relating Mechanism to Composition and Structure”, Proceedings of the ASST Conference, Manchester, 2000.
5. Stone, A., Morgan, J., “Reductive Dissolution of Metal Oxides: pp.221 – 252, Aquatic Surface Chemistry, Werner Stumm, editor, Wiley, 1987.
6. Reference Document utilized for the background of the patent.
7. Brace, A., The Technology of Anodizing Aluminium, 3rd Edition, Interall Srl, Modena, Italy, 2000.
8. Evans Analytical Group Job No. YOAAF599, performed for Durelectra, CHN, Inc., March 2010.
9. Evans Analytical Group Job No. COAAR470, performed for Durelectra, CHN, Inc., May 2010.
10. Evans Analytical Group Job No. COAAY692XX, performed for Durelectra, CHN, Inc., July 2010.
11. Evans Analytical Group Job No. EOAAZ083, performed for Durelectra, CHN, Inc., July 2010.
12. D-CHN, Micralox Lab Report #005, #006, March, 2011.
13. Sturbridge Metallurgical Services, Inc., Lab Report 11877, June, 2010.
Performance criteria for the Anodic Aluminum Oxide (AAO): Environmental impact, ability to be decorated (dye-ability), durability (wear resistance), corrosion resistance, chemical stability, cost and thermal conductivity; are largely met by finishes available by way of current anodizing and sealing process technologies. Variations in anodizing process parameters as well as variations in sealing process parameters such as: time, temperature, electrical patterns, and formulation, produce varying levels of anodic aluminum oxide (AAO) stability and robustness in field applications. These variations have brought numerous products to the anodizing industry, but none, so far have actually changed the nature of the AAO finish. Regardless of the process parameters, the anodic oxide consistently exhibits the characteristics of a highly ordered nano-scale network comprised of aluminum oxy-hydroxide. Although highly ordered, the structure of the anodic oxide exhibits no x-ray diffraction contrast; it is technically amorphous [1 – 2]. See photograph no. 1.
Photograph no. 1: Selected Area Diffraction (SAD) by way of Transmission Electron Microscopy of a standard Type II anodic oxide clearly documents the amorphous nature of the AAO structure at the surface, where it has been sealed, and in the interior bulk of the finish.
Recent demands from industries increasing their use of aluminum alloy substrates, especially manufacturers of household, automotive and medical components, have increased the requirements for stability of the AAO finish in alkaline environments. This demand is based in the need for resistance to cleaners and cleaning processes which mandate finish resistance in environments where the pH approaches 12. Dishwashers tend to run at a pH of 8 to 9.5. Other wash facilities, such as car washes, can run at pH values that exceed 10. Rinsing, of course, is critical to mitigate the effects of detergents and cleaners, but alkaline residues can become concentrated as they rehydrate over an otherwise clean surface.
Similarly, the demand for the anodic oxide finish to withstand low pH attack, especially within the food processing industry where the pH of food ingredients can be as low as pickling vinegar, mustard and ketchup (2.14 for 18% acetic acid) and lemons and limes (pH = 1.9 – 2.0), present challenges to the quality of an anodic oxide. A nonuniform, discontinuous, or poorly rinsed/sealed AAO finish will allow for penetration of acidic environments which attack and undermine the substrate.
Since cleaning is routinely performed during the useful life of a component, such resistance to cleaners is critical. These cleaners are typically based in sodium hydroxide (NaOH) and other active element hydroxide formulations. Since the AAO finish is also based in an active metal hydroxide (AlOH), it succumbs to alkaline attack. Therefore, the chemical convention of “like dissolves like” plagues anodized aluminum as alkali media are comprised of active metal hydroxides (NaOH), as is the anodic oxide (AlOH). Similarly, adsorbed and reacted sulfates at the top and at the pore walls of the AAO structure that are not adequately rinsed or mitigated by sealing are subject to attack by sulfuric acid, and other acid environments.
Much research and development has gone forward to determine solutions in typical anodizing processes that meet or exceed the new industrial demands. This paper addresses a technology that, by following a strategic problem-solving path to enhance the AAO structure through a post treatment process, a partial conversion of the typically amorphous structure to a crystalline structure was achieved and scientifically proven. The conversion of the structure from amorphous to crystalline increases the stability of the finish and therefore its chemical resistance. Many engineering tests, at both ends of the pH spectrum, were performed and document the improved performance of the new technology in aggressive environments.
Scientific Background
AAO structure is commonly recognized throughout the aluminum finishing industry as a hexagonal array of nanoscale columns with rounded bottoms intimately arranged on the aluminum substrate. Each column has a central pore and wall thickness whose dimensions reflect the anodizing process parameters. Simply put: Temperature governs the number of columns per unit grain substrate and the size of the individual column comprising the AAO finish; lower temperature – fewer columns with thicker walls, higher temperature – more columns with thinner walls. Current density governs pore diameter; higher current density yields larger pore diameters, lower current density yields smaller pore diameters. [3] See photograph nos. 2 and 3.
Chemical analysis via Electron Energy Loss Spectroscopy (EELS) and imaging by way of diffraction contrast show conclusively that the unsealed AAO finish prepared in a sulfuric acid electrolyte is comprised primarily of disordered hydrated aluminum oxide, i.e. aluminum oxy- hydroxide. In addition, High Intensity Infrared Fourier Transform Spectrographic Analysis (High Intensity FT-IR) and X-ray Photoelectron Spectroscopy (XPS) determine that unsealed AAO structures exhibit a compositional gradient from the interface with the aluminum substrate to the surface, which contacts the anodizing electrolyte. Near the interface, stable Al-O absorption dominates the spectra, but shifts upward to hydroxide absorption as sulfate peaks develop and become defined near the surface of the AAO. [4] This compositional shift from the bottom of the AAO to the top is reflected in the surface reactivity of the anodic oxide, which mandates in some applications, the need for sealing.
The shift in chemical stability in the AAO finish from the interface with the substrate to the top of the finish that is in contact with the electrolyte also implies the pore walls, which also maintain contact with electrolyte are more reactive. Reactivity of the pore wall can help to explain sealing phenomena. A reactive seal, such as nickel acetate, will complex with available adsorbed species from the electrolyte or otherwise active OH- ligands in the hydrated aluminum oxide structure. As these reactions proceed, a certain level of AAO dissolution occurs from the inside of the pore. Depending on the robustness of the structure, the column walls can collapse as they react and become thinner during sealing. Sealing in most cases reduces the abrasion and wear resistance of the finish, but increases the corrosion resistance.
Photographs 2 (left) and 3 (right) compare the structural differences between AAO prepared at or near room temperature (Type II, on left at X25,000) and AAO prepared at or near 0oC (Type III, on right at 20,000X). Note the structure of the Type III anodic oxide exhibits wider pores and thicker walls, even at a lower magnification. This is due to the difference in anodizing process parameters.
The seal mechanism, therefore, can be basically described as one of reductive dissolution. The seal molecule, as a solvent, reacts with the hydrated aluminum oxide, initiating adsorption, desorption and electron transfer.[5] This reaction, depending upon the activity of the seal chemistry and the temperature and time of exposure to the AAO, will penetrate, react, and randomize the order of the AAO at the surface. This structural change increases the tortuosity of the path for external corrosion attack, making the AAO able to withstand aggressive environments longer. See photograph nos. 4 and 5.
Traditional sealing processes can be considered to most commonly include hot (boiling or near-boiling) deionized water sealing, steam sealing, sodium or potassium dichromate sealing, nickel acetate sealing, and nickel fluoride sealing. New sealing processes, that eliminate the concern for hexavalent chromium waste production, include trivalent chromium phosphate (TCP), acetate or sulfate sealing. There are a number of other experimental seal processes that are known oxidizers and others react by way of reductive dissolution of the anodic oxide. [6]
It has been shown that water seals are effective so long as the columnar structure is affected to a depth that approaches its thickness. [7] The mechanism for hot water sealing is described as the conversion of aluminum oxide (Al2O3) to Boehmite (AlO(OH)). Based upon the above mentioned research, it appears more accurate to note that the efficacy of the hot water seal is better described as the reductive dissolution of the structure, randomizing it and increasing its tortuosity, as the composition is redundant with the parent AAO.
Dichromate seals are effective as they react with the AAO to precipitate aluminum oxydichromate or aluminum oxychromate. Nickel acetate and nickel fluoride seals also react to form precipitates of nickel hydroxide Ni(OH)2 with Aluminum Oxy-Hydroxide and, in the case of nickel fluoride seals, aluminum fluoride AlF3-. In all cases with all seals, dissolution of the surface structure of the AAO is part of the reaction.
Photograph nos. 4 (left) and 5 (right) document the appearance of unsealed (left) and sealed (right) anodic oxides. Note the distinct change in structure at the top of the sealed anodic oxide. This sample was sealed in nickel acetate. The change in structure is due to reductive dissolution of the anodic oxide columns from the inside surface of the pore and surface. The efficacy of the seal layer as a corrosion barrier typically depends upon the depth of penetration and end composition. Structural change by way of the structural dissolution and precipitation during conventional sealing increases corrosion resistance, but the barrier to corrosion protection is limited to working environments that do not challenge the high pH range, with the most robust sealed AAO finishes achieving a working pH of approximately 9. Working within the realms of standard technology, a new patent-pending process has been developed that increases the efficacy of the seal by actually producing, within the sealed AAO structure, a change of state from amorphous to crystalline. The structural change produced by this post treatment process, together with an AAO structure produced via parameters that yields a robust structure when compared to AAO produced by way of conventional parameters, immediately raised the ability of the AAO finish to withstand high alkaline and high acid environments by providing a crystalline barrier at the base of the seal reaction layer.
Scientific Characterization
X-ray Diffraction [8, 9, 10]
Aluminum substrate samples anodized identically but sealed in different ways were submitted for incident x-ray diffraction (XRD). The incident angle was fixed to minimize x-ray penetration into the luminum substrate; that is, x-ray diffraction was performed only on the AAO finishes of each sample.
This method is useful to determine levels of bulk crystallinity; therefore, actual regions of crystallinity cannot be determined. The samples were identified as how they were sealed: NA=nickel acetate, NF=nickel fluoride and SB = special post treatment. X-ray diffraction clearly determined no level of crystallinity in the NA or NF samples. The SB sample exhibited evidence of low level microcrystallinity or nanocrystallinity; however, at this juncture, the results were deemed somewhat inconclusive. See figure no. 1.
Additional XRD was performed on samples prepared with a duplex nickel seal (nickel acetate + nickel fluoride) = NFA and samples prepared with an enhanced special post treatment = SBH. The NFA sample exhibited no clear crystalline phase. The SBH sample was determined to contain Gibbsite, a crystalline mineral form of aluminum hydroxide (monoclinic hydrated alumina). In addition, evidence of another crystalline phase was detected, but the pattern detected was too weak for identification. Samples of metal salt used to process the SBH sample were separately prepared following the same process, but not within the AAO finish. XRD of the salt sample determined it had converted to a crystalline compound, specifically Ni(OH)2 – Nickel Hydroxide/ Theophrastite through treatment. These results suggested the other crystalline phase within the SBH finish was most likely related to the presence of the crystallized metal salt. See Figure Nos. 2 and 3.
Figure 1: Comparative XRD patterns for the three samples that were compared. Red curve = NF, Black curve = NA and the blue curve = SB. Although the pattern is weak, only the SB sample exhibited evidence of crystallinity.
Figure 2: XRD pattern for sample SBH determined a pattern characteristic for Gibbsite, the monoclinic crystalline form of aluminum hydroxide.
Figure 3: XRD pattern of metal salt used in post treatment determined it was distinctly crystalline Ni(OH)2 – Nickel Hydroxide/ Theophrastite.
Transmission Electron Microscopy
A coupon anodized and sealed following the SBH post treatment process was prepared for Transmission Electron Microscopy (TEM). The finish was prepared for imaging by way of Focused Ion Beam Milling (FIB). High resolution TEM and Selected Area Diffraction (SAD) were performed to determine the presence of crystallinity within the specially prepared AAO finish. Calibrated images were provided such that measurements of the various features on the photomicrographs could be taken.
The TEM images of the SBH finish revealed it exhibited four clear layers: 1) The bottom layer exhibited a fine microstructure typical for an anodic oxide processed at or near room temperature; 2) the middle layer exhibited a microstructure with retained columnar features that were diffuse, typical for the structural dissolution that occurs during sealing; 3) the top retained none of the columnar character of the AAO finish and was terminated by 4) a layer of dark-appearing flecks. See photograph no. 6.
Energy Dispersive X-ray analysis of the various features in the finish determined that the dark-appearing flecks were comprised of nickel, the metal component of the salt that was used during sealing. The regions directly above the flecks and below the flecks were similar in composition, comprised of aluminum, sulfur and oxygen. Some nickel was detected in the lower section, but it decreased into the finish bulk, which was the bottom layer of the SBH finish.
Photograph no. 6: TEM image of the SBH anodic oxide finish. Note how the finish exhibits four distinct layers.
Imaging at higher magnification in high resolution mode revealed clear interference fringes within the structure of the SBH finish, specifically in the layer of black flecks. Interference fringes are clear microstructural evidence for crystallinity. Their presence confirms that the post treatment process utilized to treat the AAO on the SBH sample produced partial crystallinity within the seal layer of the finish. See photograph no. 7.
Engineering Testing [12]
Dishwasher Safe Test
Aluminum panels processed with the SBH treatment after anodizing were subjected to comparative alkaline resistance testing by way of a dishwasher test. Panels anodized by way of the same process as the SBH panels, but sealed with conventional nickel acetate and panels conventionally anodized and sealed with nickel acetate were subjected to the same test washing cycles, with the same detergent for comparison. The panels were placed in residential dishwashers during normal dishwashing cycles which lasted about 60 to 90 minutes using commercially available dry detergents.
After each wash cycle, the panels were removed from the dishwasher and wiped with a soft cloth. Failure was defined as showing of any evidence of finish removal by way of smudging, or color bleed-out onto the cloth surface. Comparative testing of 6 sample groups for ten (10) wash cycles determined only the samples processed with the SBH post treatment after anodizing exhibited no signs of functional or aesthetic property loss.
Chemical Resistance Performance/Low pH
Aluminum panels processed with the SBH treatment after anodizing were subjected to comparative acid resistance testing by way of exposure to a sulfuric acid immersion test. The samples were soaked in 0.71% by volume aqueous sulfuric acid solution, having a pH of 0.8, for 24 hours. The coating thickness and weight were measured after immersion in the sulfuric acid solution and compared with the initial values. Two groups of panels anodized by way of the same process as the SBH panels, one sealed with conventional nickel acetate and the other, sealed with conventional nickel fluoride were prepared for comparison. One additional group of conventionally hard anodized panels, sealed with nickel acetate was also prepared for comparison.
The panels subjected to the test that had not been processed with the SBH treatment were completely dissolved in the aqueous sulfuric acid solution, i.e., the mass of the anodic oxide was completely removed from the aluminum surface, and the basis aluminum was attacked, as shown by the negative weight loss. These results are important because they show that even anodic oxides processed by methods that are known to yield a more robust finish cannot withstand such exposure. The panels processed by way of the SBH treatment exhibit a coating thickness loss of 20% and a weight loss of 31%. Only samples processed with the SBH post treatment process could withstand a profoundly acidic environment.
Microhardness Testing [13]
Two panels were submitted for comparative analysis, one identified as CON (process not identified) and one identified as having been anodized and treated following the SBH process. Samples were prepared in accordance with ASTM E384. All measurements were taken on a calibrated microhardness tester equipped with a Vickers indenter and a 100g load.
Average hardness values were calculated with raw and refined data. The sample identified as CON exhibited an average hardness of 355HV100 and a refined average of 355HV100. The SBH sample exhibited an average hardness of 365HV100 and a refined average of 369HV100. These data are not significantly different, indicating the SBH process does not increase the hardness of the anodic oxide substantially.
This result is important as the SBH post treatment process does not appear to increase the surface stress due to hardness differences between the aluminum substrate and the finish, which would lead to surface crazing and cracking.
Summary and Conclusion
Industries which have used stainless steel or chrome plated alloy steel are turning to the use of anodized aluminum for household appliances and cookware, and medical and automotive components. This has increased the demand on anodized aluminum to meet the challenge to withstand aggressive environments which include alkaline attack at pH values up to 13 and acid attack at low pH values.
Until now, the efficacy of the seal layer as a corrosion barrier for anodic aluminum oxide (AAO) has depended upon its depth of penetration and end composition. Structural change by way of the structural dissolution and precipitation during conventional sealing has increased corrosion resistance, but the barrier to corrosion protection has been limited to working environments that do not challenge the high pH range, with the most robust sealed AAO finishes achieving a working pH of at most, 9.
Working within the realms of standard technology, a new patent-pending process has been developed that increases the efficacy of the seal by actually producing, within the sealed AAO structure, a change of state from amorphous to crystalline. The structural change produced by this seal, together with an AAO structure produced via parameters that yields a robust structure when compared to AAO produced by way of conventional parameters, immediately raised the ability of the AAO finish to withstand high alkaline and high acid environments by providing a crystalline barrier at the base of the seal reaction layer.
Based upon the appearance of the AAO finish sealed by way of the SBH process, the crystalline region is produced in the seal by way of the special post treatment. The layer above the crystalline region has lost its resemblance to AAO and the layer below appears like a typically sealed anodized finish. Engineering tests show that the crystalline region is an effective barrier against the migration of aggressive environments to the aluminum substrate. Comparison of the performance of a known robust AAO finish, sealed via conventional processes with nickel acetate, to one sealed via the SBH process show that it is the special process that imparts the ability to withstand harsh alkaline and acid environments.
The chemical convention of “like dissolves like” plagues anodized aluminum as alkali media are comprised of active metal hydroxides (NaOH), as is the anodic oxide (AlOH). Similarly, in acid environments, adsorbed and reacted sulfates at the top and at the pore walls of the AAO structure are subject to attack by sulfuric acid. By modifying existing post treatment methods to produce a partial crystalline conversion within the anodic oxide, this challenge is being met. This significant structural change, that has never before been documented in typically produced aluminum anodic oxides, has been scientifically proven through X-ray Diffraction and Transmission Electron Microscopy and its ability to withstand extreme pH has been proven through engineering tests in alkali and acid media.
JMR 7/18/11 JMJ
Microcrystalline anodic coatings are currently being produced by Duralectra-CHN LLC (www.d-chn.com). Samples as well as technology licensing are available through the Sanford Process Corporation (www.sanfordprocess.com).
References:
1. Wernick, S., Pinner, R., Sheasby, P., The Surface Treatment and Finishing of Aluminum and Its Alloys, ASM International Finishing Publications, Ltd., 1990.
2. Evans Analytical Group Job No. E0BCT718, performed for CompCote International, Inc., April, 2011.
3. Runge, J., “Understanding the Anodic Oxide Finish – The First Commercially Available Nanoscale Coating”, Journal of Applied Surface Finishing, 2 (1), 47 – 55, 2007.
4. Runge, J., Pomis, A., “Anodic Oxide Film Formation: Relating Mechanism to Composition and Structure”, Proceedings of the ASST Conference, Manchester, 2000.
5. Stone, A., Morgan, J., “Reductive Dissolution of Metal Oxides: pp.221 – 252, Aquatic Surface Chemistry, Werner Stumm, editor, Wiley, 1987.
6. Reference Document utilized for the background of the patent.
7. Brace, A., The Technology of Anodizing Aluminium, 3rd Edition, Interall Srl, Modena, Italy, 2000.
8. Evans Analytical Group Job No. YOAAF599, performed for Durelectra, CHN, Inc., March 2010.
9. Evans Analytical Group Job No. COAAR470, performed for Durelectra, CHN, Inc., May 2010.
10. Evans Analytical Group Job No. COAAY692XX, performed for Durelectra, CHN, Inc., July 2010.
11. Evans Analytical Group Job No. EOAAZ083, performed for Durelectra, CHN, Inc., July 2010.
12. D-CHN, Micralox Lab Report #005, #006, March, 2011.
13. Sturbridge Metallurgical Services, Inc., Lab Report 11877, June, 2010.










